The group is getting a few modifications. The original design comprised two castings: the main body and a short sleeve, that were thermally shrink-fit together and machined after assembly.
We have replaced the second casting with an AISI 316 sleeve that lines the entire bore of the body. As well as being easier to manufacture and thermally indistinguishable from the all-bronze version, the sleeve has benefits for water distribution. First, it is compatible with E61 slip-on shower screens; we now use a 35µm mesh screen which we found gives the best results after considerable testing. Second, a radial channel around the outside of the sleeve distributes incoming brew water and injects it into the brew chamber via 8 ports instead of the single port in the original design.
These two changes improve the symmetry of the water flow into the chamber and result in a reduction in turbulence above the puck. We have also moved away from bronze to stainless for the cam for strength and longevity and to reduce our use of chrome – which we do wherever possible for environmental reasons.
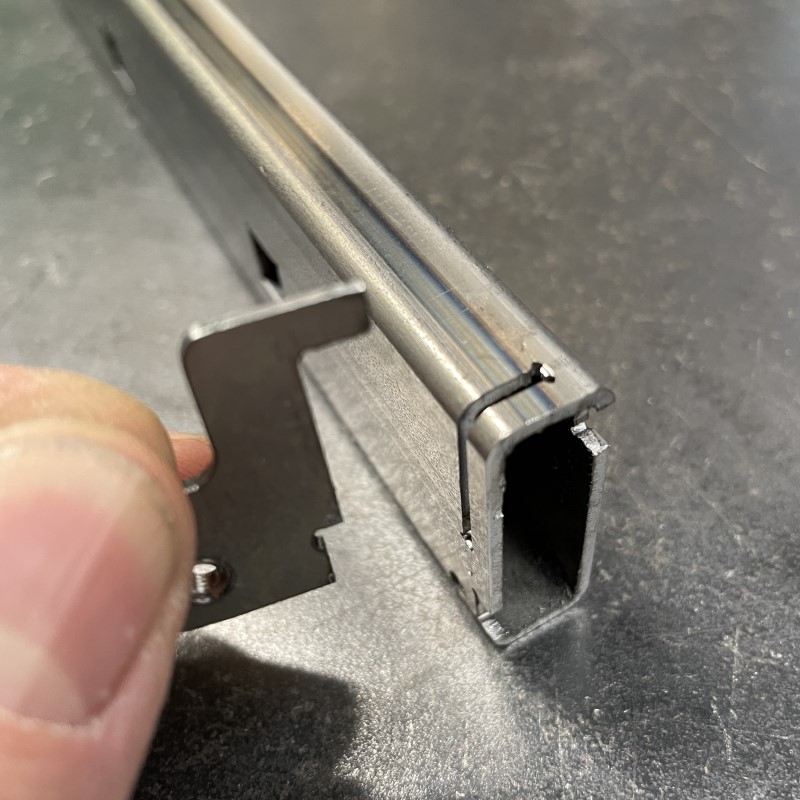
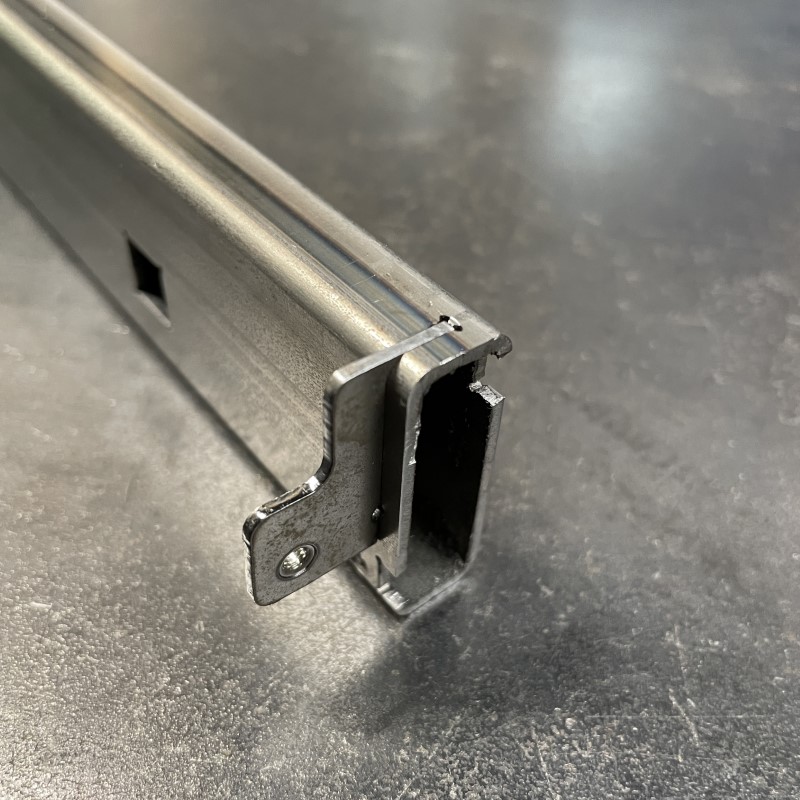
The other changes, with a few exceptions, are incremental improvements that either simplify or improve the stuff under the hood. This is done not just to streamline the manufacturing and assembly process, but to build a more robust machine – in short: the simpler it is, the less there is to go wrong. Changes like this include a redesigned boiler that makes welding (slightly) easier, a new, stiffer, laser-cut 3D jigsaw puzzle frame, a reworked hydraulic system to reduce component count and to make assembly and maintenance easier, some streamlining of the wiring harness and the elimination of a couple of internal plastic parts.
The new 3D jigsaw puzzle frame uprights increase lateral rigidity and locational precision using fewer components. A win, a win and a win.
I mentioned that there were a few exceptions to the incremental-type improvements. The first, which is still in development but will should make it into this edition, is a new interface for the electronics. The interface in the first two editions – a very small screen with three control buttons – was located under the cup warmer to protect it from water. A new (slightly larger) screen and capacitive touch interface are being integrated into the splash-proof main electronics housing under the drip tray.
A new PID algorithm, developed and optimized specifically for the DS by an expert in renewable energy systems with a PhD in electrical engineering, brings an entire order of magnitude improvement in boiler temperature stability. What difference does this make to the expresso? None that I can tell as the thermal stability of the massive bronze group casting smoothed out what little variation there was due to the previous algorithm. But ten times better performance is still ten times better – how can you say no? Oh, and I nearly forgot that we now also have a formed drip tray insert that radically diminishes standing water – no more puddles.
And there are also the coffee tools of course, DS owners get an automatic 15% reduction on all the Lapera tools and we will powder-coat them to match any custom colors.
“We stood with our eyes fixed upon those heights crowned with the memories of four centuries of glory, pleasure, love, conspiracy and bloodshed – the throne, the citadel, the tomb of the great Ottoman Empire – and no one spoke or moved.”
Constantinople, Edmondo di Amicis, 1877
Orders for the Lapera DS3, the Constantinople Edition, are now open. The base price for the machine is 9717.17 USD plus shipping. This is a lot by any measure, but not, we feel, and if you understand the process, by any means excessive. You can reserve here. That’s the short of it. For the long of it – read on.
I was fortunate enough to spend several glorious months in Istanbul as a student, studying the architecture and culture and drinking Turkish coffee – my very own diminutive and suitably accompanied Grand Tour1 of the sites of antiquity. One afternoon, as I wandered the back alleys of Eminönü, I stumbled across the unmistakable and, to me, irresistible chewy-toffee smell of roasting coffee. Drawn through an archway into a small courtyard, I discovered the source: a gigantic gas-fired 19th century Italian roasting machine. Aslan, the affable, slightly portly and sixty-something master roaster, beckoned me into the ramshackle space piled to the ancient beams with sack upon sack of green coffee. He opened the hatch on the side of the beast to reveal rows of foot-long thunderous jets of blue flame, fangs in the maw of a dragon. He showed me the process, judging by ear and by eye and by taste, piling little mounds of beans collected with the sampling spoon in a row on a small wooden table next to where he sat. His vast experience gained no doubt as an apprentice to his predecessor, and his predecessor’s predecessor, and his before him. Coffee has been roasted on this spot for over a hundred and fifty years. As the rake turned over the cooling beans he ground a handful of them into a little cone he made from a page of his newspaper, twisted the top closed and sent me back down the alley to have the fine powder twice-boiled in a cezve by the vendor on the corner and served to me, sekerli (with sugar), in a tiny demitasse. Aslan was both affable and devout, he timed his roasts to end just before the muezzin’s call, shutting down the machine and walking through the bustling crowds, past the nut sellers and the spice shops to disappear through an innocuous brick archway between a butcher’s shop and a haberdashery, away from mammon and into the calm coolness of the sahn, the forecourt of a 16th century mosque, where I left him to his prayers.
To a young student from the West, the teeming life and pageant of Istanbul was completely compelling and exotic – alive with the romance and allure of the orient. The city a palimpsest of the architecture, cultures and belief systems of its successive Eastern and Western masters; traces of the past shimmering just below the surface like coins in a fountain. Looking back, my exposure to the architecture, history and culture of Turkey was a critical part of my education in design. Experiencing its venerable coffee tradition was equally transformative: coffee suddenly became a rich and complex thing, volatile and of varying quality, something to seek, something to pursue. It was only much later that I realized just how venerable that tradition is, that in addition to algebra, trigonometry, and the underpinnings of scientific objectivity, the Golden Age of Islam also gave us coffee. As Paul Christopher Johnson writes in his remarkable essay on coffee:
“…from [coffee’s] emergence in Ethiopia to its systematic plantation in Yemen to its global transport via the expansion of Islam and then the Ottoman Empire, to the arrival in Europe via Turkey in the hands of Venetian traders, to the first coffeehouses of Europe by the mid-1600s.”
In the piece Johnson explores the idea of the godshot, I say idea because he defines it not as a specific recipe or format of coffee, but rather as an ideal: the perfect but ultimately unobtainable shot of espresso, tantalizingly close, perhaps just one bean or tweak or piece of equipment away, but always, finally, just beyond our reach because perfection is the purview of the gods and we who seek it mortal. It is the everlasting quest for the godshot, the naïve belief that the next coffee I make will be the perfect one, that distinguishes the obsessive from the merely enthusiastic coffee drinker.
“Anselm, [Archbishop of Canterbury from 1093 to 1109], defined God as a being than which nothing greater can be conceived. This is never the case for the ultimate demitasse of espresso, known as the godshot. Occasionally a godshot is reported, a triumph of technique, technology, and nature. But mostly godshot suggests deferral, a perfection yet to come.”
In the end it is the process of this constant search for perfection – the playful tinkering and adjustment followed by the test, the comparison to that ideal perfect cup we hold in our mind – that becomes the end rather than the means. The goal becomes not the perfect cup, but one that is better than the one before, inching ever closer to the asymptote of perfection. The cyclical negotiation between practice and performance is something we recognize in sports and music, but it also exists in disciplines that define themselves as practices like architecture, law and medicine. I would argue that it also extends to making things. Those who are the best at it are the ones who continually strive to deepen their understanding of their process, always reaching for the thing that is just beyond their grasp.
But back to where we left Aslan, washing at the fountain of the mosque before going to pray. In contrast to Western religious art, the Islamic design tradition is aniconic or non-figural, employing instead geometric or vegetal patterning and calligraphic ornamentation as its predominant means of artistic expression. Geometry and geometric patterns are considered sacred – a mirror of the infinite nature of Allah – each individual element part of a boundless whole. The design of mosques themselves might be vulgarized as the translation of these two-dimensional divine geometries into three-dimensional earthly form. And the architects of mosques would, I was told2, introduce a deliberate flaw into the “perfect” geometry of their plan, so as to appear humble before God. I don’t know if this is actually true, but I fervently hope so. In Greek tragedy, hubris is the crime of “excessive pride toward or defiance of the gods…”3 and it would seem that the avoidance of this crime was uppermost in the minds of the architects of Istanbul’s Ottoman masterpieces. At least it was important enough to them to risk offending their great and all-powerful patron:
A heavy iron chain hangs in the upper part of the court entrance on the western side of the Mosque. Only the sultan was allowed to enter the court of the Blue Mosque on horseback. The chain was put there, so that the sultan had to lower his head every time he entered the court in order not to get hit. It was done as a symbolic gesture, to ensure the humility of the ruler in the face of the divine.4
The path of the perfectionist is fraught with danger.
Which brings me to the end of this meandering digression through the streets of Istanbul and its imperious architecture and to a significantly smaller, far more prosaic totem of delayed perfection: the launch of the third “Constantinople” Edition5 of Lapera’s signature lever machine, the DS3. This release of 25 serial numbers, with a subtly re-engineered group and a myriad of other incremental improvements, is already in production and should ship, as always with the caveat of all being well, this winter. A number are already spoken for. The base price for the edition is $9717.17 USD plus actual shipping – roughly $650 to the US. You can reserve your serial number here. Once we receive confirmation from you we will be in touch to sort out the details, customization and to welcome you to Lapera.
Thanks for reading.
1 – the 19th century sort, not the Stigless one you have to go on after you punch your producer.
2 – Or at least so I was told by a luminary Virgil from the beneficent Purgatory that was my post-secondary education.
5 – The first, Founders’ Edition machines, are the Rumsfelds, the second never received a name because the “Small Village Edition” seemed not quite right somehow.
I once watched a documentary about a group of people who had signed up to walk across a bed of coals. You know, the hot, fiery kind that are left after you set fire to a pile of logs – that are perfect for roasting potatoes in tinfoil or a lamb on a spit, but not at all inviting to walk across. Why they were doing this I forget, but it had to be in California some place. Why California? Well, apart from the fact that there was a fire-walking guru involved and everyone was, as far as I recollect, speaking English, where else could it, realistically, have been? The group (no-doubt) consisted predominantly of marketing assistants, soccer moms and at least one dentist seeking deeper meaning or minimally wishing to up their conversational anecdotal game on an extended weekend in the forested foothills of Sonoma County. I have a hazy memory of the guru himself, who was definitely a white guy and (I would like to think) had shoulder-length hair and wore white robes and leather sandals (but more likely cut-off chinos and less-than-white sneakers) but I do distinctly remember the instructions that he gave to his students in their weekend quest to achieve mind over matter: to “think of walking barefoot through an unmown lawn, heavy and wet with pre-dawn dew”, while reciting a mantra of “cool grass” to themselves as they walked, literally, through fire.
Our courageous narrator-participant is an earnest, middlingly charismatic fellow, typical of such pre-reality tv small-D documentaries, professionally mildly sceptical (for dramatic purposes) and possibly somewhat personally concerned (as the barer of the actual feet that would be put in an actual fire at the behest of his producer for our viewing pleasure). We cut from him receiving instruction in-group from the guru to a first-person direct-to-the-camera soliloquy where he voices his doubts about the efficacy of the methodology and wisdom of his career choice. Then, inevitably, we are introduced to the anti-guru: the expert from a renown (but conveniently located) center of higher learning – urban, knowledgeable, dispassionate and, above all else, rational. The scientist brandishes and demonstrates the tools of quantification: temperature probes, human flesh analogs and anatomical foot simulators and rumbles ominously about time-temperature-transformation charts, delta-tees and third degree burns.
The final afternoon of the weekend is taken up with building a twenty-foot long stack of crisply split hardwood logs and in a last meal (or was it a supper?) at a long table facing what is now a large and extremely intense and intimidating fire. It is hot. As the flames die down and the sun begins to set, the group sits in a circle around the guru while they remove their shoes and roll up their pant legs. The fire pit is still radiating a considerable heat – the air shimmers above it and the orange glow it throws off lights the group of rather nervous faces as the final moment draws near. If you have walked bare foot on the beach on a hot, sunny day, you have an idea of what is in store for these would-be firewalkers. Indeed, at this point, faced with the prospect of voluntarily walking into a real fire, a large proportion of the participants get, as it were, cold feet and chicken out. A few brave souls remain, among whom, of course, is our narrator, who is being paid to do this and consequently has no choice. First it is the turn of guru. He walks up to the start of the pit, pauses, presumably in meditation, before walking serenely across the entire length of the fire and stands, seemingly unscathed, at the far end. Then, one by one they line up, and with loud and frequent shouts of “cool grass”, walk extremely briskly or run – like a cat on a hot tin roof – some of the way across the coals before jumping off and plunging their feet into a bucket of cold water. Does our hero make it all the way across? Possibly, I forget. But I do seem to remember the look on his face – triumph mixed with chagrin? – as he, sitting in a lawn chair, and now understandably less interested in narrating for the camera, examines the burns on the soles of his feet.
Why am I telling you this? Well, apart from the fact that the dentist was right: it is a good story, it is, depending on your point of view, a story as much about mind over matter as it is science1. I am certain, from a scientific point of view, that the guru’s feet were just as burnt as our narrator’s and that later, after everyone has gone home, he will be applying the burn cream to his soles, but I am equally certain that at that moment he chose and was able not to feel it.
And with that we segue, completely seamlessly, into the actual subject of this post, which is the new steam wand. I could go into the details of what is new, and talk about the “kit” that it replaces that was sold by the (Italian) manufacturer that, for the life of me, I cannot assemble in any way that does not result in hot water and steam escaping energetically from every place it isn’t supposed to, or the quality or rather lack thereof, of the chrome finish which resulted in a least a third failing inspection. Suffice it to say that, with the exception of the wand itself and the two-hole tip, which come from two different manufacturers, everything other than the seals and the spring is made by us. But rather than talk about what is new I would prefer to discuss what is not. Some people have asked why we don’t have one of those silicone or plastic handle thingies on the steam wand so you don’t burn yourself. And my answer is that they are aesthetically displeasing and that I have used machines without them for decades without ever burning myself (badly). Yes, the metal wand gets really hot when you run steam through it. Yes, it will burn your fingers if you hold on to it. So just don’t do that – give it a quick nudge back into place once your done with it and you’ll be fine. I’m with the guru on this one: mind over matter.
1 – and cultural appropriation of (the trappings of) eastern spiritualism by privileged westerners for often philosophically dubious reasons and/or, as in this case, personal gain.
“There are known knowns. These are things we know that we know. There are known unknowns. That is to say, there are things that we know we don’t know. But there are also unknown unknowns. There are things we don’t know we don’t know.” 2
Well, here it is: the missive I’ve been promising for quite a few years now – the one in which I announce the price and the pre-sale. This is it; the moment has finally come. Sort of.
Very short summary if you aren’t interested in / don’t have time for the medium-long read:
1st thing: This is new. There may be problems. Or there may not. 2nd thing: I’m giving them away (ish). 3rd thing: The pre-production Founders’ Circle Edition Lapera DS machines will cost $8888.88 CAD plus shipping. 4th thing: The next ones will be more expensive.
Before we unpack all of that, please indulge me in a minor digression.
Not too long after graduating from architecture school I put a perfectly good career designing bridges and office buildings on hold and maxed out my credit cards to go on tour with the band. The band in this case being the first work that I had created with another artist: the Symphony for Dot Matrix Printers3, a half-hour long orchestral performance for obsolete office equipment. Fast forward twenty years, after many art projects that investigated questions of technology and obsolescence, and an awful lot of time spent looking for good coffee while on tour, it occurred to me that coffee is one of the very few areas of everyday life where steam engines, i.e. technology from the 18th century, are still considered cutting edge. And so began my third career.
Actions, or so the aphorism goes, speak louder than words. Whatever you may think of his actions, you must allow that Donald Rumsfeld, Secretary of Defense under George W. Bush (remember him?), has a way with words. His quote about the “unknown unknowns”, possibly a bit long to be an aphorism but getting there, neatly encapsulates and conveniently compartmentalizes all knowledge and identifies a distinct category of events which are, by definition, unforeseeable. The lesson being that you must plan for every eventuality knowing that you cannot know all the eventualities. Given who he is and how that all went, the irony of the implicit caution against hubris is, to me at least, rich.
The new Lapera machines have been tested, very thoroughly and rather strenuously, in the controlled conditions of our atelier. I have tried to anticipate all of the problems, from bad water to cosmic rays, before they arise. But what will happen when they venture out on their own into the wide and wonderful and dangerous world? What will happen when they are left alone with your ten year old nephew (no, don’t do that, bad idea – “oooh, a catapult!”). What will happen when someone leaves a pound of butter to soften for baking on the cup warmer and then gets distracted by an Oprah re-run? It is possible, as with all designs entering this Rumsfeldian world, that something not immediately apparent may present itself at some point in the future. Or it won’t. Who knows? At this point there is only one way to find out.
At the beginning of 2016, sitting by a pool in California, I drew the design for the main casting of the Lapera group in my sketchbook. Because, well, that’s what you do when you sit by the pool right? I started with the group casting because it is the most difficult component to make. If I could make that, the rest, I thought at the time, was eminently doable. I also thought that it would take about eighteen months or two years to complete the project. Since then, other than some short breaks teaching architecture and showing at art exhibitions, I have done nothing but work on realizing the DS. Five years is a long time: more than 10,000 hours working a regular nine to five – which of course this job is not. Five years of running costs of my studio. Five years of investment in the materials and labor necessary to iterate the design. And what is that all worth, what did it cost? Suffice it to say that even if I were to charge ten times the amount that I am asking for this first edition, I won’t come any near to recouping my costs. But that is not really why I am doing this. This is not a sensible project. Nor am I, it would seem, a sensible person. Who quotes Donald Rumsfeld in a product launch and suggests that early adopters are potential canon fodder? What you are buying is not so much a coffee machine as it is a love letter to a way of making things that is exceedingly rare today. A work of art. A piece of me.
So this release, the Founders’ Circle Edition of nine single digit serial numbers, fully functional prototypes if you like, is for the risk takers, the early adopters, the beta testers, the kind of people who are willing to put their faith in me. And it is priced accordingly. Of the nine single digit machines, two, I am very proud to say, have been sold into some of the most important private collections of coffee machines in the world. The remaining seven pre-production DS models are available for purchase at the initial price of $8,888.88 CAD (that would be Canadian dollars, U.S. Dollar’s baby brother).
I obviously work very slowly and it is not my intention to scale up the production to the point where I have to forego the level of quality I need in order to get out of bed in the morning. It is unlikely that production volume will exceed the dozens for the next year or two. This means that this price is not sustainable over the long term. Consequentially, the price of the next edition will start with a one and may or may not have any eights in it at all.
If, after doing and saying all of this, I am fortunate enough to have more than seven people still interested, the criteria for deciding who gets one will be thoroughly unscientific: first dibs will be given to the insiders who have been following the project since its beginnings as a series of posts on a coffee forum, the people who have lent a hand and offered encouragement along the way, and the people who I think will take good care.
So who wants one? Just say so and, this time at least, words will have the upper hand.
Thomas
(1) Dream Boat, Monastir, Tunisia, 2018. Available as an NFT for $69,346,251 (2) Donald Rumsfeld (3) You can look it up. It won a bunch of awards.
This morning, I re-read Adolf Loos’s monumentally amusing 1913 essay “Ornament and Crime”. Loos of course, didn’t intend to entertain: the colonial and classist condescension was most emphatically ernsthaft. Eurocentric, racist and chauvinist (to the point of effacement) it may be, the essay nonetheless looms large in contemporary design’s collective unconscious. As Wikipedia puts it (with more than mild understatement): “The essay is important in articulating some moralizing views, inherited from the Arts and Crafts movement, which would be fundamental to the Bauhaus design studio, and would help define the ideology of modernism in architecture.” The central thesis is that ornament is not only wasteful (and therefore immoral) it is also culturally backward: the more ornament you like, the less civilized you are.
Aaron McGruder The Boondocks 1999
A particularly howl-worthy passage:
“Tattooed men who are not behind bars are either latent criminals or degenerate aristocrats. If someone who is tattooed dies in freedom, then he does so a few years before he would have committed murder.”
Lot of, errr, degenerate aristocrats about these days it would seem.
One can’t help thinking that Loos wouldn’t have been a particularly fun guy to be around. Quite apart from hating the heart shape of heart-shaped gingerbread:
“The vegetables [twentieth century man] likes are simply boiled in water and then served with a little melted butter. The other man doesn’t enjoy them until honey and nuts have been added and someone has been busy cooking them for hours.”
Tell that to Jamie Oliver.
Now where am I going with this? Anyone who has been following this thread will know that my design aesthetic is, shall we say, somewhat austere, and that ornament is, more or less, anathema (less being more and all of that).
Separated as we are by more than a hundred years from Loos’s century, it is both unfair and conceptually fuzzy to judge him by the morals of ours. In short, he is a product of his time and I’m sure that in addition to being a pompous ass he was a good dad. Or not. What is certainly true is that his thinking both presages and underpins a large part of twentieth century design. Without Loos there is no Mies.
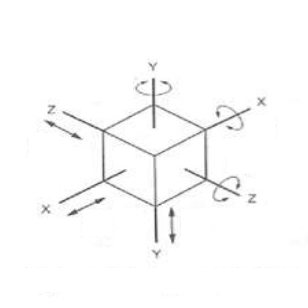
It seems to me that the design of mechanical systems might be described most simply as the selection of a set of idealized rules that, taken together, define how objects are allowed to move with respect to themselves and one another. For example: in addition to turning, the front tires on your car can rotate to the left and right (the steering) and move up and down (the suspension), but bad things have happened or will likely happen if they move either along or perpendicular to the direction of travel of the car. These rules or constraints are most often defined in three-dimensional Euclidean space in which there are three imaginary axes, each representing a single dimension, that pass through the centre of an object and (with engineering’s typical disregard for unintended double entendre) 12 degrees of freedom, or ways in which that object might move with respect to the axes: it can be translated, moved like a chess piece, in six directions, left-right, front-back and (unlike normal chess pieces) up-down and rotated backwards or forwards around the same three axes.
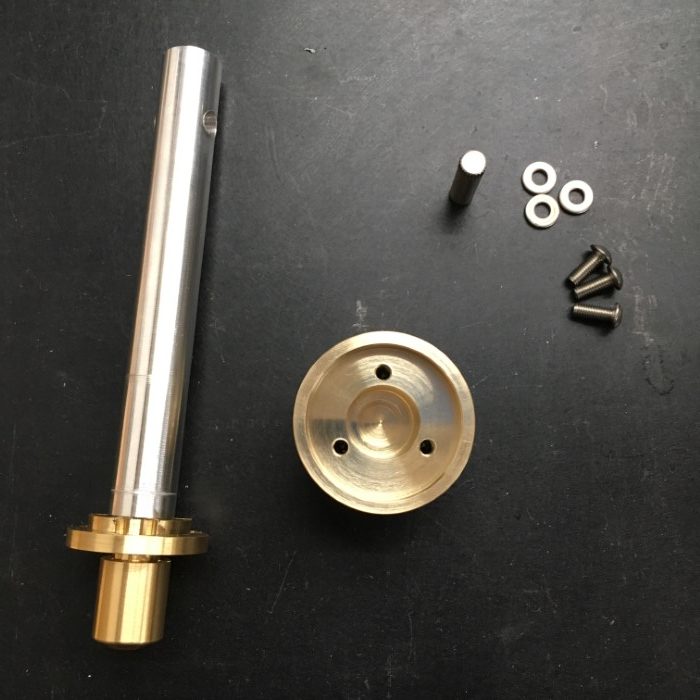
So before I get to the first production run of the pieces of the Lapera lever group, I thought it was worth revisiting the prototype piston assembly that I made some time ago. Rather than the fixed piston head and piston rod design typically used on most contemporary lever groups, I opted for a slightly more complicated articulated or floating-head design. The downside of complexity of course is that it always comes at a cost: more parts to make, more parts to assemble. The upside, which I think considerably offsets the disadvantages, is that the articulated piston is self-aligning: it automatically compensates for angular misalignment and eccentricity between the axes of the cylinder bore and the piston rod. This results in loads and consequent wear patterns on the piston seals that are more symmetrical. Even wear on the seals promotes seal longevity – which is a good thing!
The piston mechanism is perhaps best explained by an analogy to a part of the human anatomy: the wrist. Your hand is free to wave from side to side (like the Queen),
forwards and backwards (like Mikey)
and also to rotate (although this is not actually a design requirement for the piston assembly but I couldn’t resist the plastic, solar-powered Queen).
These rotations, or degrees of freedom, have limits of course; otherwise it gets really weird and creepy (think The Exorcist). In addition to rotating, the wrist permits the piston to translate laterally – similar (though not actually via the same mechanism) to another body part: the head.
So the piston assembly is sort of like a wrist, or a head, or maybe a neck. I don’t know anymore. I guess body part analogies only get you so far when trying to describe mechanisms. But I, at least, enjoyed the animated gifs. The upshot of all of this is that the chosen set of constraints embodied in the design of the wrist allow and restrict the 12 different types of motion and permit the force from the seals as they press against the cylinder wall to rotate and translate the piston into perfect alignment with the bore. Or perhaps you got it months ago and I could have saved myself a lot of writing by just posting another gif:
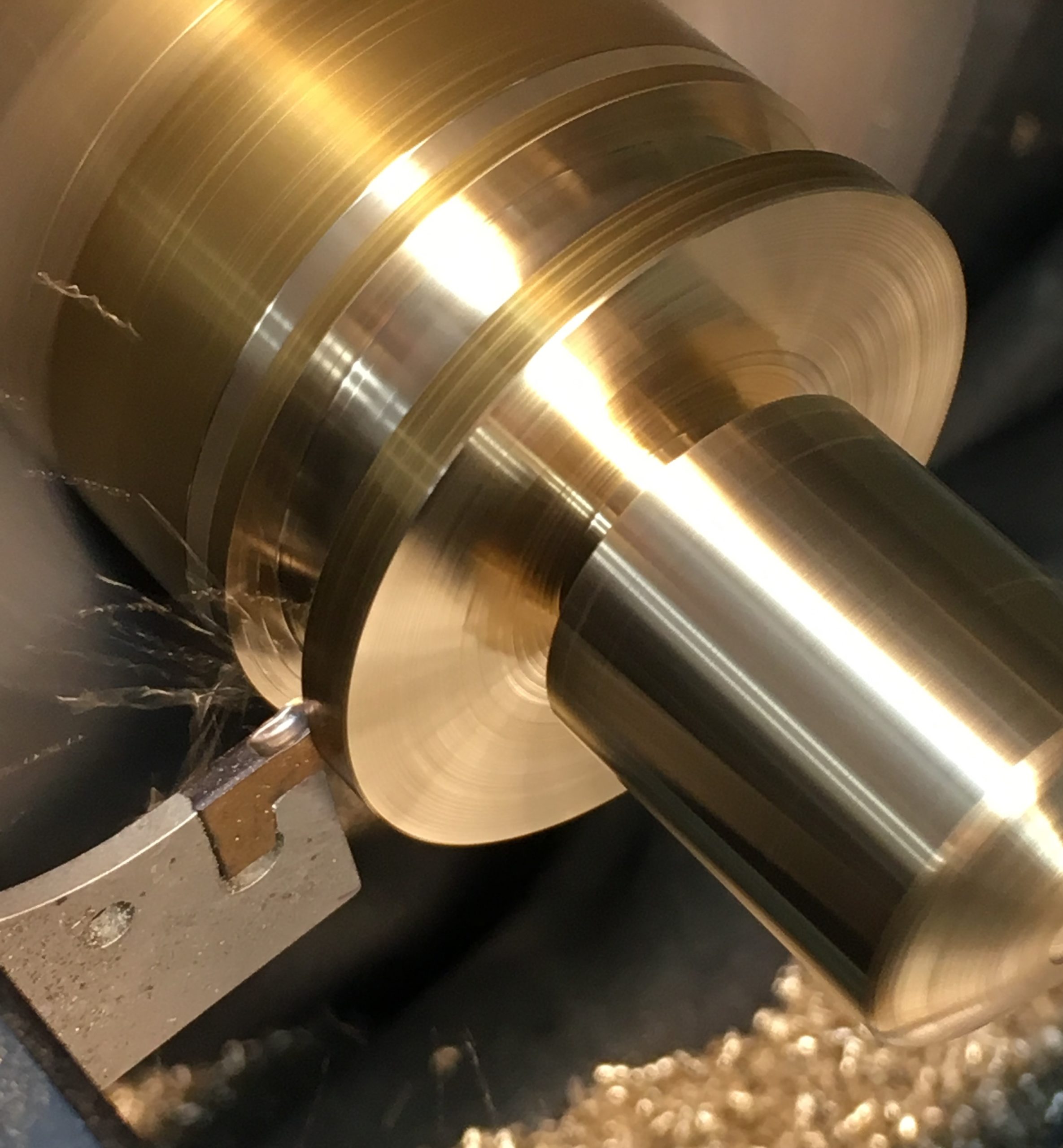
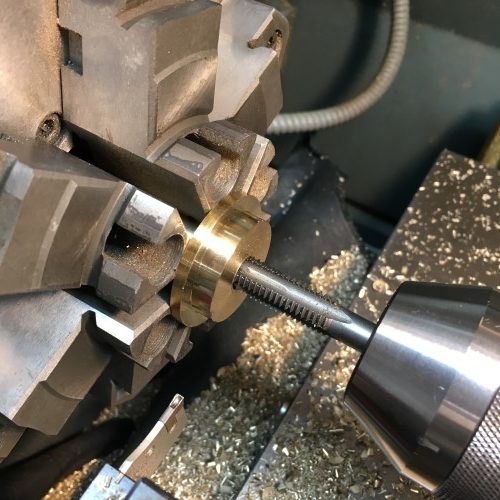
Here is a reprise of the fabrication process for the prototype of what I am still insisting on calling the wrist. Starting from a piece of 2″ C360 brass round bar stock:
Two slight angle cuts on the tip approximate a radius – this is quicker to setup than cutting an actual arc and makes little difference to functionality.
Then, using a cut-off/grooving tool, we add an undercut below what will be the flange. Spoiler: this is the clever bit of the design.
Another wider groove is cut above the flange to create the boss that will align the spring.
Then the part is cut off the stock…
…and flipped around to be drilled…
…and tapped with an M10 thread.
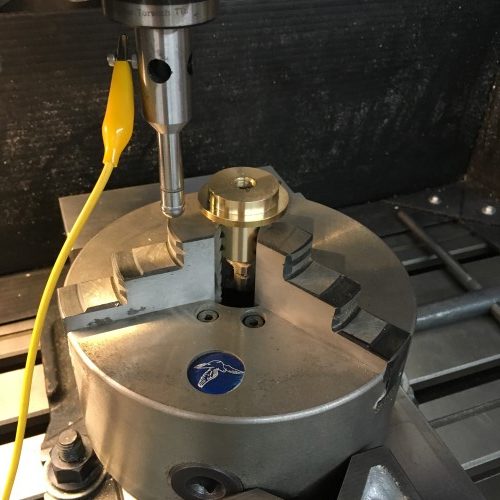
Then the part is moved over to the milling machine to complete the remaining features. This process starts with finding the centre with a touch-probe.
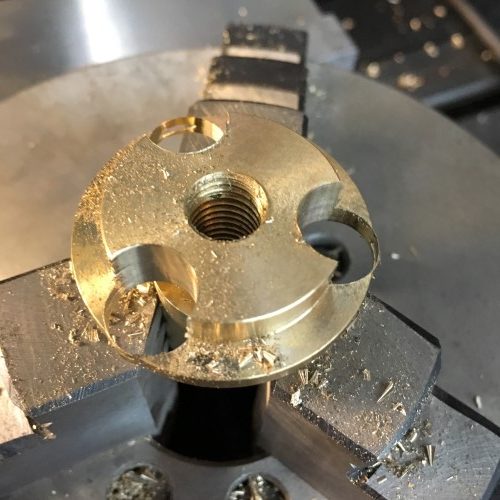
Then three clearing holes are drilled in the flange and boss.
After a little cleanup – a finished wrist prototype.
And here, with some very slight dimensional tweaks to adjust the permissible amounts of rotation and translation, is the production wrist part in the final material – AISI 304 stainless steel.
Mmmmmm – shiny :)
Next post will be on the piston. Can’t bear the suspense myself.
Houston, we have interlock. “Interlock”?. Interlock is an engineering term which refers to two mechanisms that are mutually dependent. That is, one mechanism must be in a particular state if the other one is to operate and vice versa. A good, reasonably high stakes example of this would be, say, not being about to push the un-docking button while the door of your space capsule is open. There are many ways to achieve interlock, the un-docking button in question may be programmed to do nothing until a certain set of conditions are reached, but in its simplest and, for me, most elegant form, it is achieved through mechanical design and topology. For example: a dangerous machine that requires the operator to activate two separate switches simultaneously, thus ensuring that both of his/her hands are clear of the mechanism. Or the so-called “dead man” switch which must be actively maintained in the on position by the operator in order to keep the engine engaged, thus preventing runaway trains if the operator falls asleep or, er, dies.
At a more this-is-not-rocket-science level, how do you ensure that an electrical device is safe when you remove the cover? Of course, you can put a warning label on it…
…or, you can design the topology such that it limits or eliminates the possibility of error.
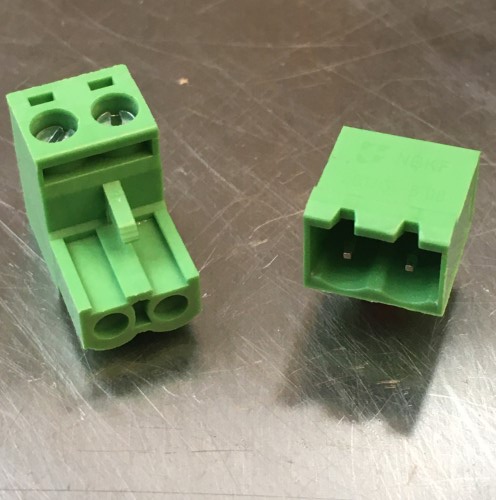
Even though the controller for the machine doesn’t have too much to do, it is still a mains-powered device. The two connectors on the bottom row are for power and the solenoid coil for the auto-fill, both of which are mains AC and therefore potentially dangerous. The top row is for the sensors and the interface, which are low voltage DC. The first thing to notice is that the connectors for the two rows are different. There is no way to plug a high voltage plug into a low voltage receptacle or the other way around. The green connector sets themselves are made of up two gendered halves: a female receptacle with male pins and a male plug with female sockets.
The male pins are exposed and could, at least potentially, come into contact with your hand, while the female sockets are completely enclosed by their plastic housing. It is the topology of this paring that determines the way in which it is employed in the design: the male plug with the female socket is the live half of the connection. The male pins in the receptacle cannot be live unless the female plug is in place – and of course, once they are plugged in and are live you can’t touch them.
Finally, the cases are machined with discrete openings for the AC power connectors. This means that the power connectors must pass through the wall of the box when they are assembled and that, conversely, the enclosure cannot be opened, exposing the live circuits inside, if it is plugged in!
Of course, that only lasts while those two tiny strips of plastic that increase the genus of the surface topology of the enclosure by two are intact. And all bets are off if you use the machine in the bath; idiot-proof being a relative term.
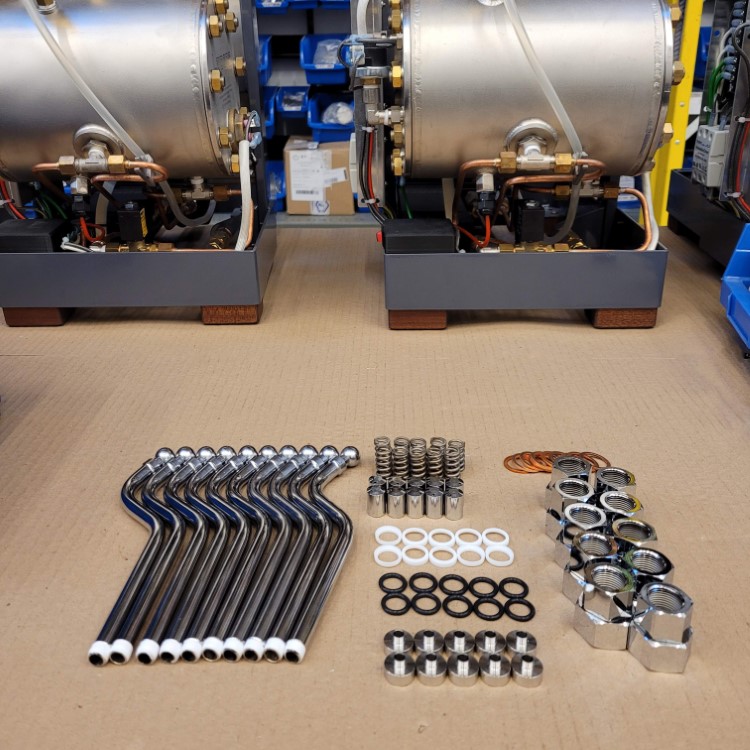
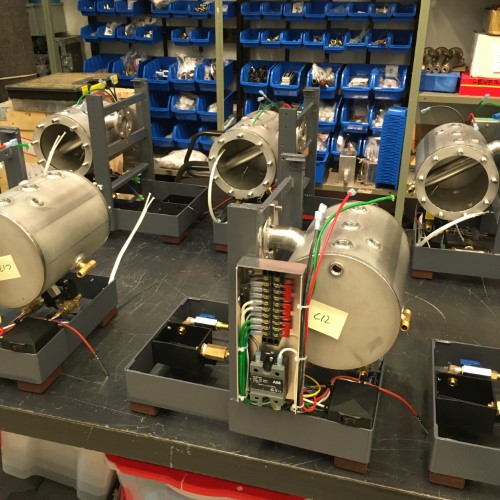
A small but nonetheless significant milestone was past today: the installation of the boilers! This what the assembly area looked like in the morning:
All of the difficult-to-access-once-the-boiler-is-installed parts are in place and it was time to put make the transition from seemingly random collection of wires and hydraulics into something closer to an actual coffee machine. Imagine!
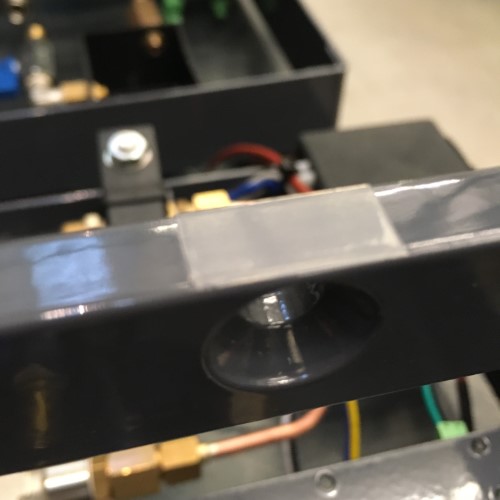
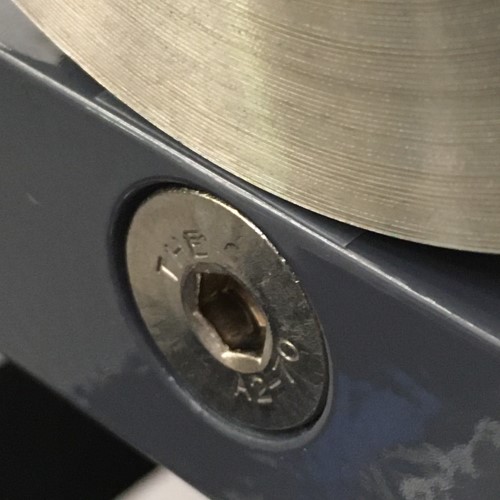
One small detail that isn’t visible to the naked eye is the low-friction cushion tape that prevents the frame from being damaged by the boiler flange.
FOOOOOcus!!
Removing the boiler is not an operation that will happen many times over the lifespan of this machine (at least that is the plan), but preventing damage to the paint at a connection adjacent to a(n at least theoretically) consumable gasket is a good idea…
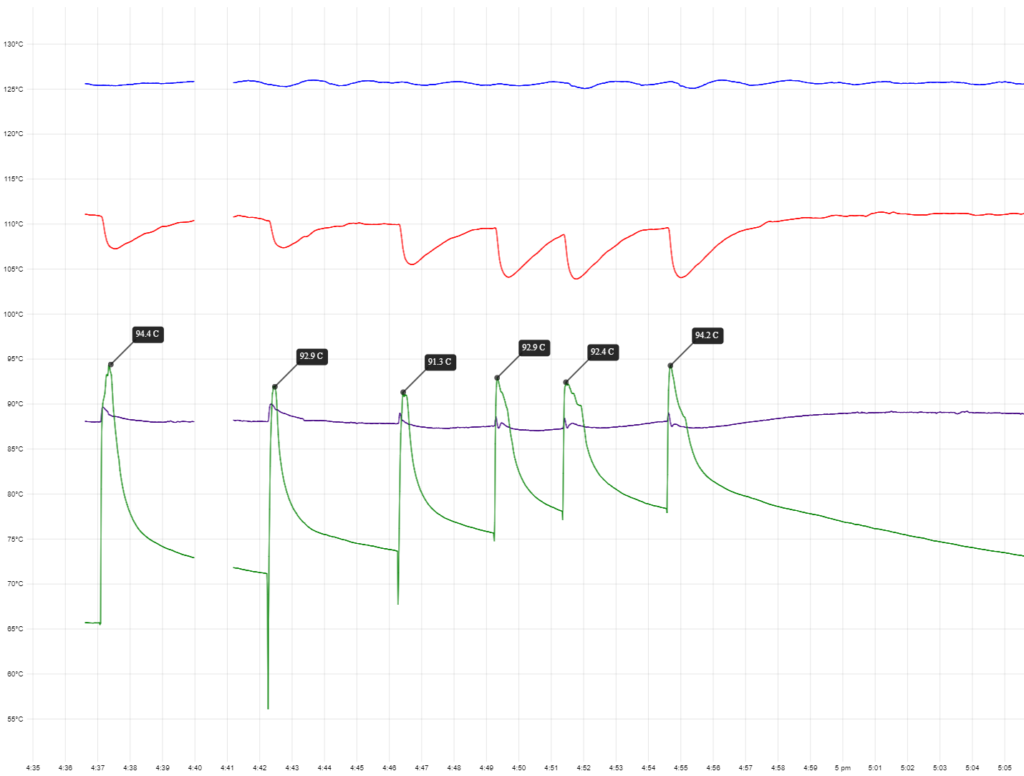
The new results in my ongoing quest for Goldilocks porridge (aka boiler-group thermodynamic interaction and stability, but porridge sounds much better) are in and I have to say that I’m rather pleased.
What are we testing? This is temperature profile of the new boiler with diagonal HX and injector. The boiler and the HX chamber are both made of stainless steel but, unlike the previous Horseshoe HX prototype, the brew reservoir is now bronze (for reference, stainless is roughly 20 times less thermally conductive than copper and copper-based alloys). The diagonal HX configuration eliminates the separation between the HX chamber and the brew reservoir and they both form one single volume of hot water at a lower average temperate than the boiler water. Cold water is injected directly into this volume and the resulting mix, now at a lower temperature, moves on into the group during a shot.
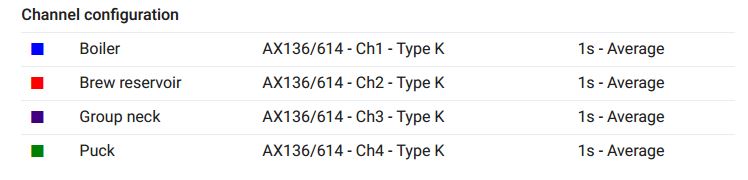
Methodology Methodology is similar to previous tests: the machine was turned on several hours in advance to make sure that everything is at its ultimate idle temperature. The probes are K-type thermocouples placed in the same spots as prior tests – the only difference being that the brew reservoir now has a dedicated threaded thermocouple socket – no more tape coming unstuck or clamps falling off. Shots are simulated by using a flow restricting valve placed on the outlet of the portafilter.
Shot simulation procedure is:
Pull
Pre-infusion 7 seconds (lever in down position) –
Shot 20-25 seconds for lever to return to the cam inflection point (lever just past straight up and down)
Post-flow 10-30 seconds (lever returns to rest position)
Various timings between the shots are tried: 5 minutes, 4 minutes, 3 minutes, 2 minutes, 3 minutes.
Comments The pseudoScace™ device (puck temperature readings) has too large a thermal mass to give meaningful results for peak puck temperatures when inserted cold. I therefore left it in place, before, during and after the test to minimize its impact. The one second sampling time period is too long to give reliable readings at the moment of the pull. On a few of the shots there is a significant drop seen at the puck at the moment of the pull. I believe that this is due to the piston creating a vacuum as it is raised and drawing cold water back up through the pseudoScace from the waste line. A change in equipment would be required to eliminate this if this hypothesis is correct.
Conclusions and observations The original Aurora diagonal HX I profiled back in May demonstrated uncanny thermal stabilityat the brew reservoir, but the group suffered per-shot heat-gain and was slow to return to its baseline idle temperature. These results show that the brew reservoir temperature is dipping significantly but the group and the puck temperatures are, by comparison to the antique machine, rock steady. The maximum overall delta at the puck is 3.1 C (between the walk-up and the third shots) but the inter-shot maximum delta is 1.8 C (the minimum inter-shot delta is 0.5 C for 2 minutes between shots).
Summary So, to summarize: best performance at 2 minute intervals, significantly lower puck temperature fluctuation than the antique machine and little to no group heat-gain. This, I think, may be a slightly better mouse trap – though not really by design, rather by accident of the thermal interaction of the materials. I’m not going to complain.
If you will permit me, and at the risk of tooting my own horn:
Courtesy of UC Davis, Special Collections Title: Magazine ad for Bank of America: hammer and nail montage. Creator/Contributor: Halberstadt, Milton, Photographer
Want to receive updates?
We think…
tsm on The New New: “Hi Michael, the 3rd edition is already in production.” Jan 12, 16:54
Michael Kraft on The New New: “Please tell me a date when the 3rd generation will be built. Thanks Michael” Jan 12, 11:01
Philipp Jäger on Some-say: “thanks a lot!” Oct 11, 19:06
Philipp Jäger on Some-say: “Such great work on these machines! und so nice welds! (i definetly have not passed the 10000hr mark, mabe just…” Oct 11, 10:50