
One of the major advantages of the diagonal heat exchanger boiler in the Lapera is that there is a separate water path to the group. This means that the water from the boiler is not used to actually make coffee. If you have ever seen the inside of a well-used boiler, you will know why this is a good thing. The major disadvantage of the diagonal heat exchanger boiler from a fabrication point of view is there is a separate water path to the group. The separate path requires a second chamber that passes through the boiler – a volume that pierces another volume. This means, topologically speaking, that instead of there being just an inside and an outside, there are two insides and one outside – three surfaces that have to be protected simultaneously during welding where they intersect. When welding from the outside things are fairly easy: cover all the holes, fill all the interiors with purge gas and the gas from the torch itself protects the exterior surface. But what if you want weld from the inside (which we do, because it’s waaay better, trust me on this)? One of the solutions is removing all of the oxygen from the room in which the welding is taking place. But this, oddly enough, is not very popular with the people doing the welding. Other solutions require some kind of localized, gas-filled shroud that covers the exterior of the parts being welded. This can be more or less complicated depending on the shape of the parts that are being assembled. The boiler is a bit on the complicated side of the shape scale, so the shrouds, which also have to fit in/around the jig that holds the parts, are a bit, well, tricky.
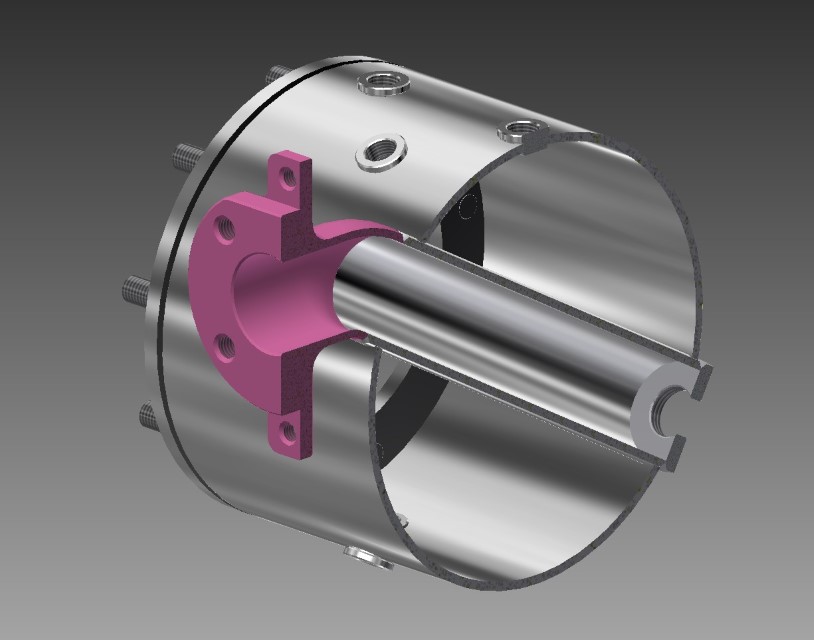
Cutaway of the boiler – one volume piercing another creating a separate path for fresh water to reach the group. (The casting is (unfortunately) not pink in real life. Were that it were.)
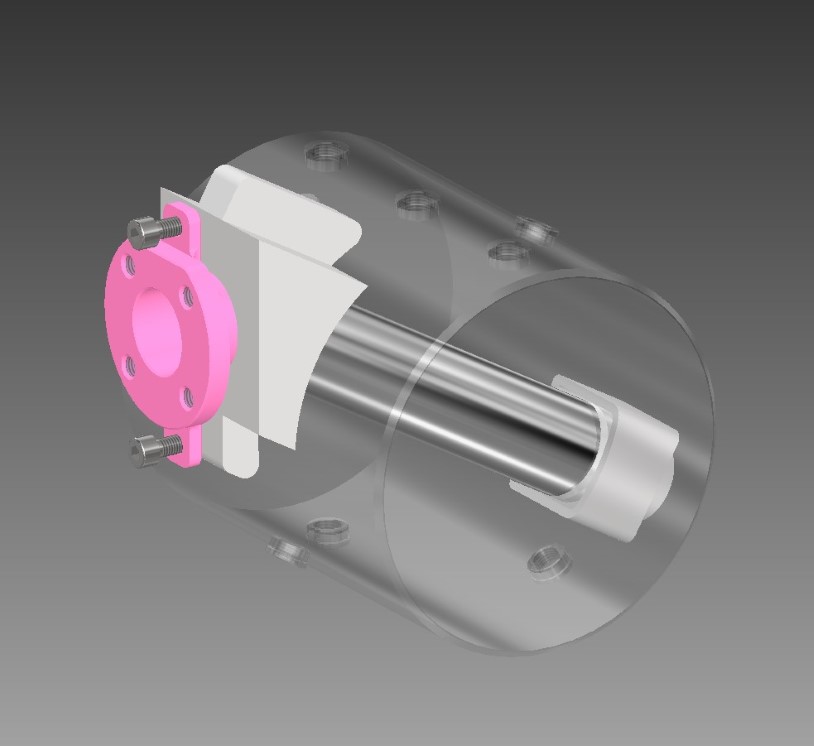
Shrouds in place to protect the outside of the inside of the inside.
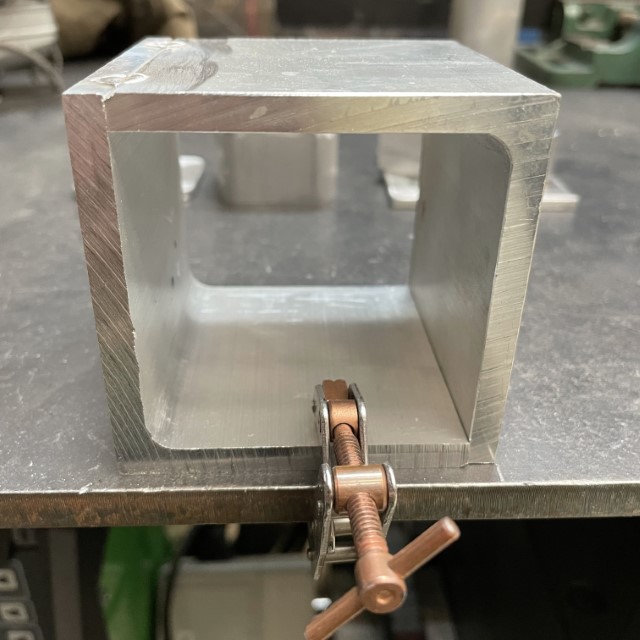
The shroud for the lower end of the heat exchanger (HX) is straightforward-ish. The only minor complication is that the HX tube does not pass exactly through the central axis of the main boiler tube, so the radius cut through the shroud is not quite symmetrical. After welding an end cap onto a small section of square aluminum tubing, the radius cut is easy enough if you have a CNC mill. Which, lucky children that we are, we do.

Quite a few bits of turned and threaded lumps of brass and various adaptors later and, good-enough-for-not-very-close-friends-and-family-whose-company-you-don’t-particularly-enjoy-but-keep-asking-you-to-weld-this-piece-of-their-neighnour’s-friend’s-dishwasher notwithstanding, one lower end purge shroud.

Where things get a little more challenging is at the top end of the HX with the new boiler casting. Both of these purging shrouds, it has to be said, were a bit of an afterthought in that they were thought about after the alignment jig was built. Both of the shrouds could have (and should have) been integrated directly into the jigs themselves. Last time I had my eyes tested, I was shocked to fined out that I don’t have 20-20 foresight.
Not having the right size of tubing on hand, I thought it would be quick to weld a few scraps of angle together.
Yeah, well, not so much. I had forgotten just how hard it is to weld aluminum. It took an entire morning of failing to weld with much swearing, vaporizing of electrodes and grinding out of contaminated welds before I remembered that welding aluminum is like going to McDonalds: I go to McDonalds about once every four years in order to remind myself why I don’t go to McDonalds more often. Also akin to a trip to the Scottish restaurant, once it is in the past (and you machine away most of the mess you make) it is just a bad memory.
A perfect 60 degree angled cut through the not exactly perfect DIY square tubing.


Looks like something. Don’t know what yet. But it definitely needs a cap. Yup.

Now we just need a knife.


And a couple of flanges (close your eyes if you don’t want to be exposed to the welds – but cut me some slack, it is just a jig for Pete’s sake).

Oh yeah, machining hides my sins.

And now for a hole and the clever bit.

Thanks for reading!
1 – Syrup of prunes