The 2nd edition Lapera DS hydraulics look, at first glance, a lot like the first edition. BUT they are not!
Here is what’s new in the redesigned boiler and hydraulic system:
All boiler components are 316L stainless steel and are welded by The sTIG®
Double-flanged boiler opens at both ends for cleaning
Engineered o-ring gland seals on the main boiler openings and the group (which seal to higher pressure at significantly lowers levels of torque) – trust me they are just better
New layout of upper and lower pipe runs for ease of installation and service
New slimmer over-pressure safety valve
New (La Marzocco) anti-vacuum/burp valve and silicon tubing (with an heat-shedding extension to prolong the life of the otherwise slightly fickle o-ring in LM’s design) – no more steam and condensation in the boiler compartment during warm up
Redesigned end flange incorporates a dedicated rigid connection for the safety pressurestat
Redesigned breakout circuit board with upgraded connectors to facilitate assembly and maintenance (this has nothing whatsoever to do with the hydraulics, but it is new and in this photo… so)
A quick word on the pressurestat, which I perhaps haven’t discussed elsewhere:
The p-stat is primarily a safety feature as the machine is electronically piloted by the Lapera controller using PID. In its current configuration, it serves to cut electricity to the entire system in the (unlikely) event of runaway heating and overpressure (in which case it will also deploy oxygen masks to all passengers). Under normal circumstances it will never operate. However, electronics are inherently more complicated than everything else here and are therefore, by definition, orders of magnitude more prone to failure. To address this issue, we have taken a “black-box” approach to the control and interface design of the Lapera DS: the control electronics are all gathered together in a single, literal black box and the user interface itself is unobtrusively tucked away out of sight inside the bodywork. In thirty years when, say, a power supply capacitor reaches the end of its life, what will happen? In most machines made today, finding spare parts to replace the electronics that are likely integrated into the user-facing interface of the machine three decades from now will be challenging, if not completely impossible. With the DS, simply by changing two wires inside the machine to put the p-stat in line with the heating element you can have a fully-functional machine again while you wait for your ten-year-old to build you a replacement for the black box control electronics.
Please note however, that while batteries are included with the DS, ten-year-olds are not – that part is on you.
Some say that he spends three hours a day staring directly into the sun and that his visor is actually entirely opaque. All we know is that he is called the sTIG.
This series of posts is about invisible updates to a largely invisible part of the machine: the boiler. This particular upgrade however, is both the invisibilest and the most important: the person doing the welding. I’ve said elsewhere that welding is both a skill and an art. Like very few other industrial activities, welding, especially TIG welding, is a manual skill akin to playing an instrument that requires both talent and vast amounts of practice. There are good welders and bad welders and the latter vastly outnumber the former.
I am a passable welder. I, at least, know what is supposed to happen, what is not supposed to happen and how, in theory, to achieve / avoid both. The execution, on the other hand, is a different story. Malcolm Gladwell1introduced the idea of the 10,000 rule hour in his hugely popular (in both senses of the word) 2008 book Outliers. The precis: the greatest are great at what they do because of talent, opportunity but mostly because they spent at least ten thousand hours mastering their craft2.
In welding, the 10,000 hour rule applies. I break out the welding equipment perhaps once a month for small jobs and a once or twice a year for more extended sessions. I took one welding course once upon a time over a summer while I was at university. I didn’t spend years learning the craft as an apprentice to a master welder and I haven’t spent the three hours a day for ten years practicing to develop and maintain the skills required for TIG welding. This occasional use makes me an amateur as opposed to a professional, a Sunday painter as opposed to a Jackson Pollock and a Sunday driver next to the sTIG.
The Lapera workplace, while sometimes intense, tends not to be over-populated with people who punch other people when they don’t get a hot dinner. We will also depart slightly from British Motoring Television tradition by naming the man behind the helmet: Martin Berthelot is a professional welder. And rather a good one. In fact, an insanely good one. And it is he, as opposed to me who will be welding the Lapera boilers.
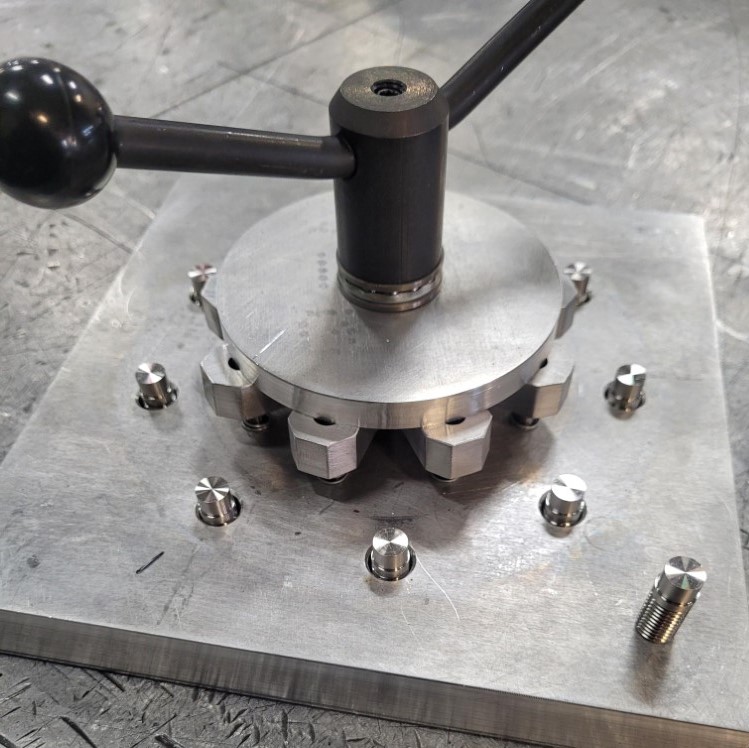
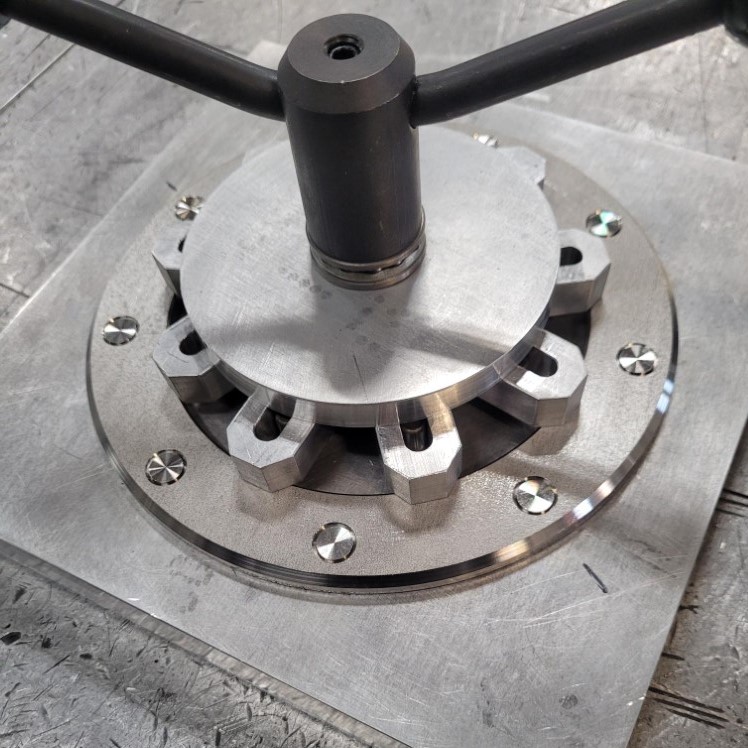
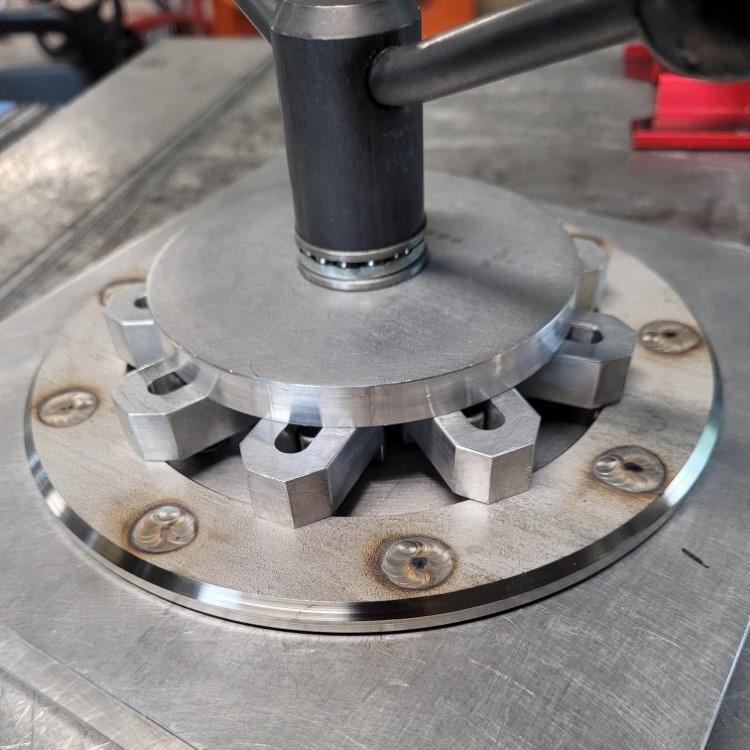
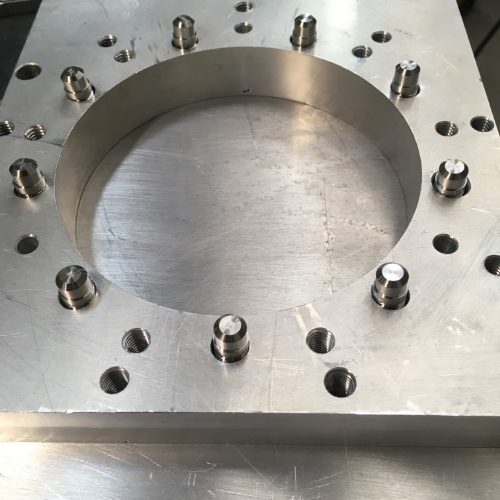
First things first: the bolt rings that hold the end plates and seals in place – important, you know, for keeping the water in the boiler. For this, of course, we built a jig. And a very fancy one at that. The shoulders of the bolt studs need to be held up against against the ring from the underside – so the pockets that they sit in are spring-loaded.
And then the best bit: the fingers that hold the ring down extend and retract to allow the ring to be installed and removed after welding.
Finally, the screw is tightened with the giant handle (with a thrust bearing to manage the considerable load) and forces everything down onto the aluminum heatsink in order to draw away the distortion-inducing heat as quickly as possible after the completion of the weld.
And look at that: loads of wheelspin off the line (and barely any HAZ (Heat Affected Zone)) as the sTIG powers down the straight towards the first corner.
Perfect overlapping fish scales with almost no coloration of the weld bead. Mindboggling control.
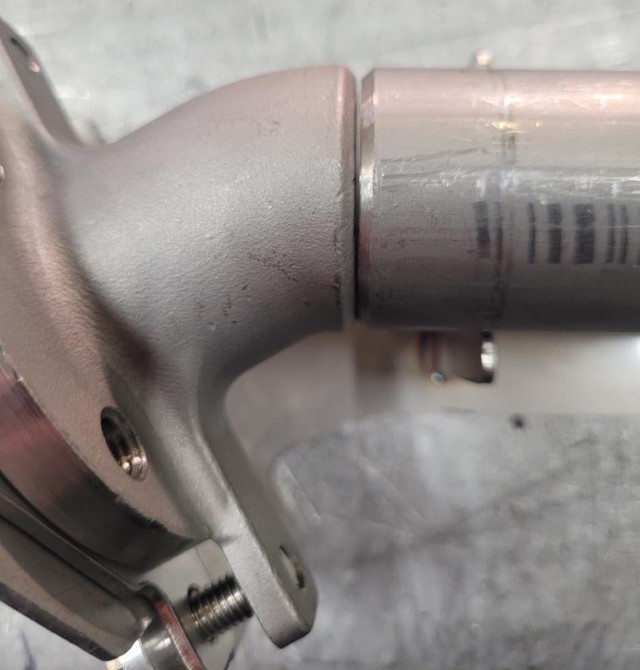
The next step is to complete another sub-assembly – or sub-weldment: the heat exchanger (HX). The HX is comprised of a 316L stainless casting and a capped 316L tube. The casting replaces a far more complicated weldment which was a composite of five separate parts. Simpler is (almost) always better.
The sTIG handles the oversteer going into the first corner with aplomb delivering an impeccable “full-penetration” weld, so-called because the material of the parts is melted all of the way from the outside to the inside and is mixed with “fresh” filler rod material to create a perfect corrosion-resistant weld.
Now we move onto another jig, affectionately known, for reasons that will no doubt be apparent to the knowledgeable readers of this humble blog, as “The Slayer“.
This jig does double duty for the fairly complex task of alignment and clamping for positioning the bolt rings at both ends of the main boiler tube.
And down into Hammerhead, the trickiest corner on the track, with the argon gas purge lines in place the sTIG is feathering the throttle to achieve the delicate balance between weld penetration and heat input.
Heading into Gambon then, the sTIG is making it look easy. In fact, this one, the interior junction of the HX and main boiler tubes, is really off-the-charts crazy. This weld is performed inside the boiler tube. I don’t know, I can barely get my hand inside, let alone weld in this space and the sTIG is not a small man (but he does have small children. Hmmmm.) Not only that, but some parts of the weld are not visible while you are welding, even if you use a mirror (in which case you have to weld upside-down and backwards – ever tried cutting your own hair in the mirror?). Judging only from the intensity of the light given off by the weld arc hidden around the corner, the sTIG can actually weld blind.
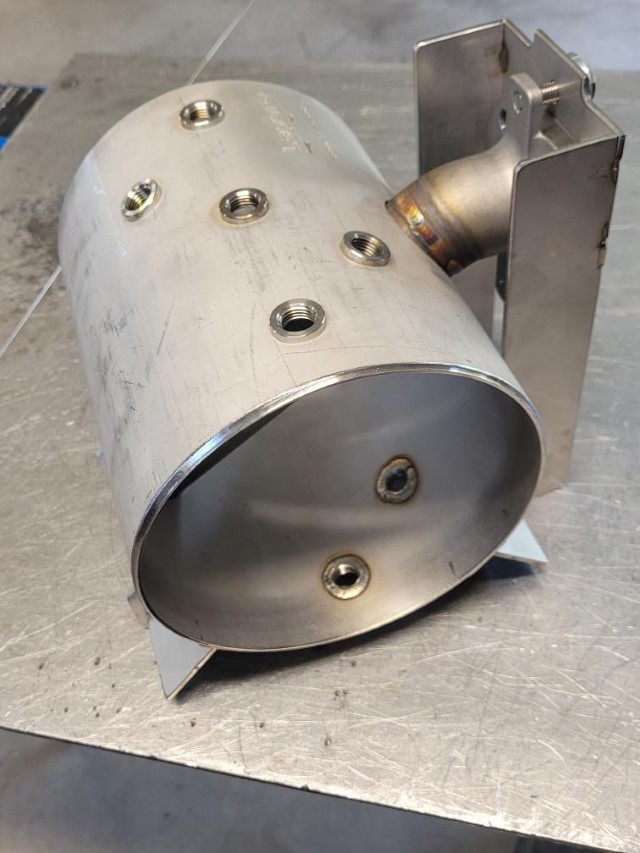
And he’s across the line. Here is the grand tour of the main boiler, welded entirely from the inside to minimize corrosion.
At the risk of overextending my professional racing driver metaphor, every corner on a race track is distinct and is more or less difficult, requiring a particular approach speed, breaking point, line through it etc. It is the sum of the driver’s successes (and failures) in the individual corners that make up the overall time for the lap. A mistake on any one of the corners results in either a bad time or going off the track. The welding here is also a sequential process. The individual welds, none of which can be regarded as particularly easy, are performed one after another. A mistake on any one of them will ruin the part. High stakes indeed. Fortunately for us, the sTIG is a consummate professional.
1 – Not quite an apologist for laisse-faire industrial capitalism, but almost?
2 – Others have since argued, compellingly in my opinion, that the fourth ingredient is the quality of instruction. What and how you practice during those 10,000 hours turns out to be, unsurprisingly, important.
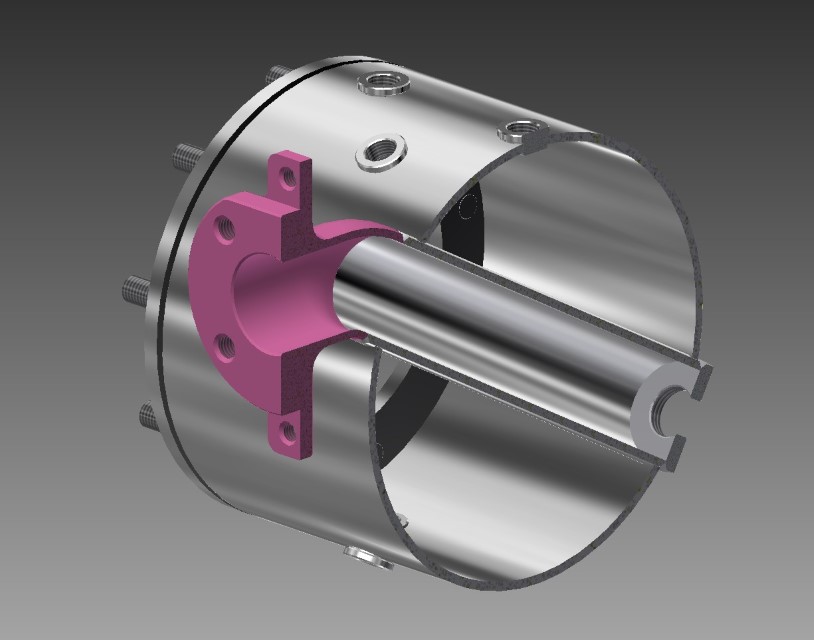
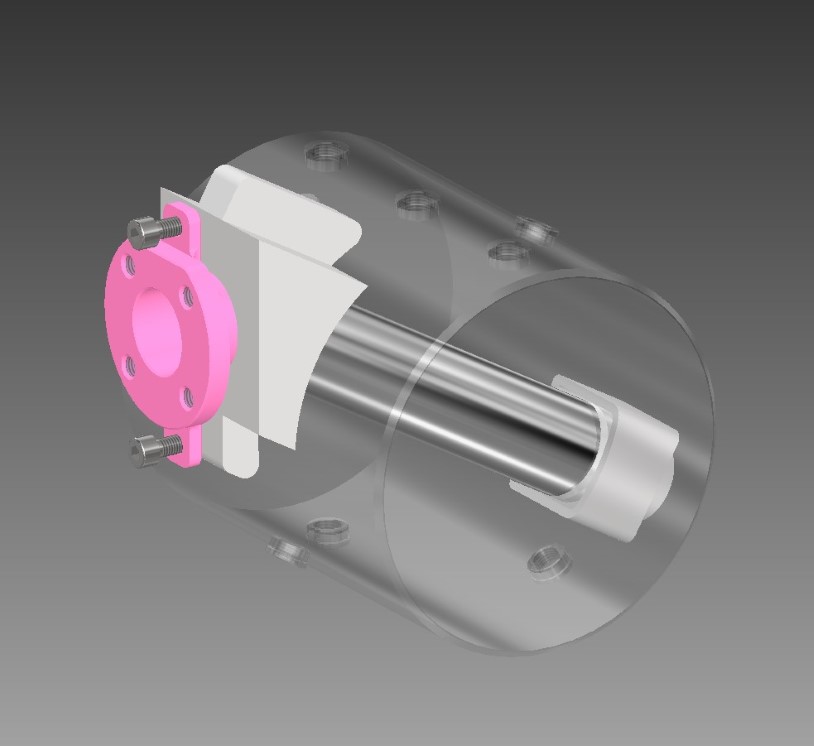
One of the major advantages of the diagonal heat exchanger boiler in the Lapera is that there is a separate water path to the group. This means that the water from the boiler is not used to actually make coffee. If you have ever seen the inside of a well-used boiler, you will know why this is a good thing. The major disadvantage of the diagonal heat exchanger boiler from a fabrication point of view is there is a separate water path to the group. The separate path requires a second chamber that passes through the boiler – a volume that pierces another volume. This means, topologically speaking, that instead of there being just an inside and an outside, there are two insides and one outside – three surfaces that have to be protected simultaneously during welding where they intersect. When welding from the outside things are fairly easy: cover all the holes, fill all the interiors with purge gas and the gas from the torch itself protects the exterior surface. But what if you want weld from the inside (which we do, because it’s waaay better, trust me on this)? One of the solutions is removing all of the oxygen from the room in which the welding is taking place. But this, oddly enough, is not very popular with the people doing the welding. Other solutions require some kind of localized, gas-filled shroud that covers the exterior of the parts being welded. This can be more or less complicated depending on the shape of the parts that are being assembled. The boiler is a bit on the complicated side of the shape scale, so the shrouds, which also have to fit in/around the jig that holds the parts, are a bit, well, tricky.
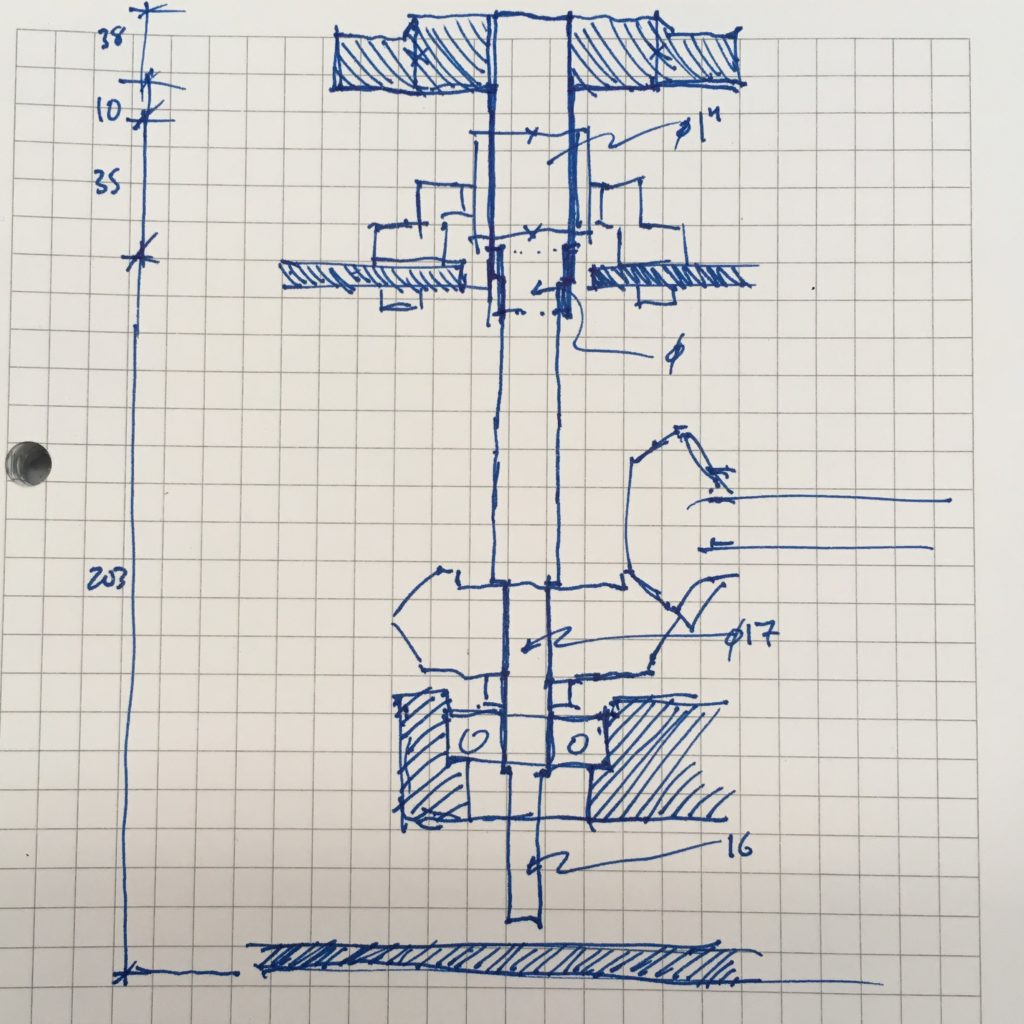
Cutaway of the boiler – one volume piercing another creating a separate path for fresh water to reach the group. (The casting is (unfortunately) not pink in real life. Were that it were.)
Shrouds in place to protect the outside of the inside of the inside.
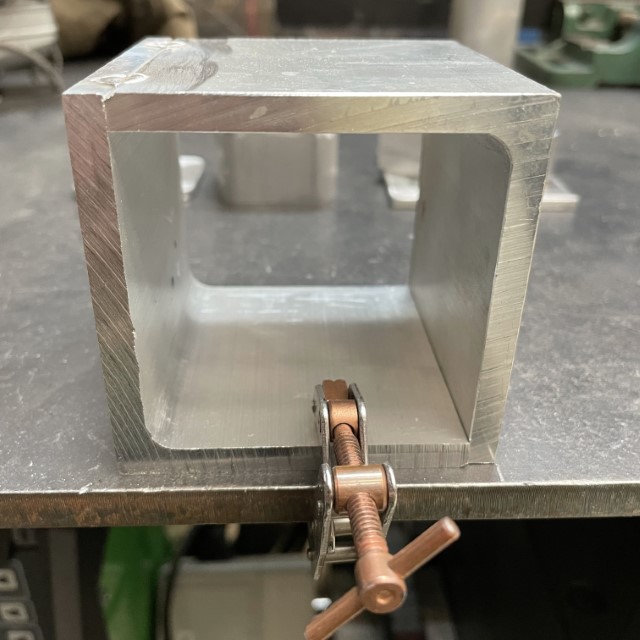
The shroud for the lower end of the heat exchanger (HX) is straightforward-ish. The only minor complication is that the HX tube does not pass exactly through the central axis of the main boiler tube, so the radius cut through the shroud is not quite symmetrical. After welding an end cap onto a small section of square aluminum tubing, the radius cut is easy enough if you have a CNC mill. Which, lucky children that we are, we do.
Quite a few bits of turned and threaded lumps of brass and various adaptors later and, good-enough-for-not-very-close-friends-and-family-whose-company-you-don’t-particularly-enjoy-but-keep-asking-you-to-weld-this-piece-of-their-neighnour’s-friend’s-dishwasher notwithstanding, one lower end purge shroud.
Where things get a little more challenging is at the top end of the HX with the new boiler casting. Both of these purging shrouds, it has to be said, were a bit of an afterthought in that they were thought about after the alignment jig was built. Both of the shrouds could have (and should have) been integrated directly into the jigs themselves. Last time I had my eyes tested, I was shocked to fined out that I don’t have 20-20 foresight.
Not having the right size of tubing on hand, I thought it would be quick to weld a few scraps of angle together.
Yeah, well, not so much. I had forgotten just how hard it is to weld aluminum. It took an entire morning of failing to weld with much swearing, vaporizing of electrodes and grinding out of contaminated welds before I remembered that welding aluminum is like going to McDonalds: I go to McDonalds about once every four years in order to remind myself why I don’t go to McDonalds more often. Also akin to a trip to the Scottish restaurant, once it is in the past (and you machine away most of the mess you make) it is just a bad memory.
A perfect 60 degree angled cut through the not exactly perfect DIY square tubing.
Looks like something. Don’t know what yet. But it definitely needs a cap. Yup.
Now we just need a knife.
Sorry……This Old Tony.
And a couple of flanges (close your eyes if you don’t want to be exposed to the welds – but cut me some slack, it is just a jig for Pete’s sake).
As promised, this week’s post is all about jigs (not about jig-jig, despite the title). Well, jigs and purging. When all the parts are finally made, checked, polished, rechecked and sterilized in the autoclave ready for surgery (only mild hyperbole), two more things have to happen before the magic moment when the arc strikes and two pieces of stainless steel become one: they have to held together in the correct alignment and all of the oxygen in the air surrounding the weld location has to displaced or purged – usually with another, inert, gas. This is where jigs and purging come in.
But before we get to the the fancy bits, first some ground-work.
Cutting the stainless tubing to rough length on Soco Xiānshēng. The 3-phase Soco gearhead cold saw, by far the highest quality tool in the building, used to be known as Soco-San but, it turns out, is actually Taiwanese, so this may have been cultural appropriation, inappropriate and/or just wrong. So even though Soco-San sounds better, Soco Xiānshēng it is.
The before: replete with sharp hairy edges, nasty burrs, greasy mill finish, dents and scratches.
The after: squared and chamfered on the lathe, polished and de-greased to within a nanometer of clean-room cleanliness.
Heat exchanger tubes and flange castings ready on deck.
The first alignment jig ensures that the side-to-side and axial orientation of the tube is correct with respect to the flange casting. Kissing cousins?
Now things start to get a little more elaborate: a dry run with test parts of the heat exchanger (HX) and main boiler tube alignment jig. This setup fixes the depth of the HX through the main boiler tube and ensures that the boiler tube is level and aligned with the bolt pattern on the group flange. Ever-ting gonna be nice’an straight.
So I promised purging as well, but I only got as far as jigs and I am already a day late on my deadline. I’m afraid you’ll just have to come back for more.
The Titanic, according to my admittedly mildly-unprofessional research, had 24 of these gargantuan boilers, made by Harland & Wolff Shipyard in Belfast (I doff my hat to you and struggle to maintain control of my lower mandible), that collectively consumed 600 tons of coal a day (shoveled by 200 workers!) in order to maintain the ship at cruising speed. 600 tons. I’m gonna say that again: 600 tons. 15 Jumbo Jets. A day. Mind boggling. So to describe the Lapera boiler upgrade as Titanic is a bit of stretch. OTOH, the Titanic’s boilers were only in service for 4 days and 3 hours (if you include the brief period post-iceberg) so we are already well ahead in that regard.
So why a blog post about this? Well, the boiler has undergone a major design revision for the second edition and, as it is by far the most complicated part of the machine and is completely unseen hidden away inside, it deserves a little more narrative-intensive attention and continuity than the Gram can provide. This will require backing up a little so if you have been following the stream there will be a little repetition to allow the narration to catch up with the intervening flow of time (time only going the one way and all that (another corollary of that pesky Second Law of Thermodynamics)).
The biggest and invisibilest upgrade to the boiler is the change from 304 stainless to 316. 316 is generally and significantly superior to 304 in terms of corrosion resistance mostly because it contains a much higher proportion of nickel. The high nickel content makes it quite a bit more expensive than its baby brother. Which may, or may not, be a factor explaining its non-universality in coffee machine boilers. No judgements here. Just saying.
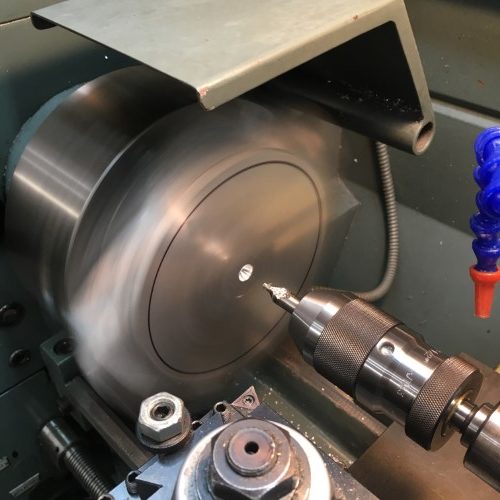
So on to some of the bits and pieces, of which there are a quite a few, that make up the beating heart of the Lapera machine. First up: the main boiler tubes. Cutting these tubes, or rather finding someone to cut them without screwing them up, has been, until recently, the second-greatest problem / source of irritation since the start of this project in 2016; second only in hassle-quotient to the foundry work. Here they are, cut on an completely over-kill bus-sized lathe this time around because I cannot, to save my life, find anyone with a laser tube cutter who will do this correctly. Done also, despite the 500% increase in the price of nickel in March and subsequent collapse/suspension of the London Metals Exchange where all the world’s nickel is traded. (The causes and ramifications of this is a fascinating story btw. At least to me.)
Close-up of the engraved logo. These are a whole other source of complexity as the final appearance of engraving is very dependent on maintaining a consistent depth of cut -which is extremely difficult to do on a solid that deviates at all from its Platonic ideal. This was trivial when the tubes were laser-cut. Don’t get me started.
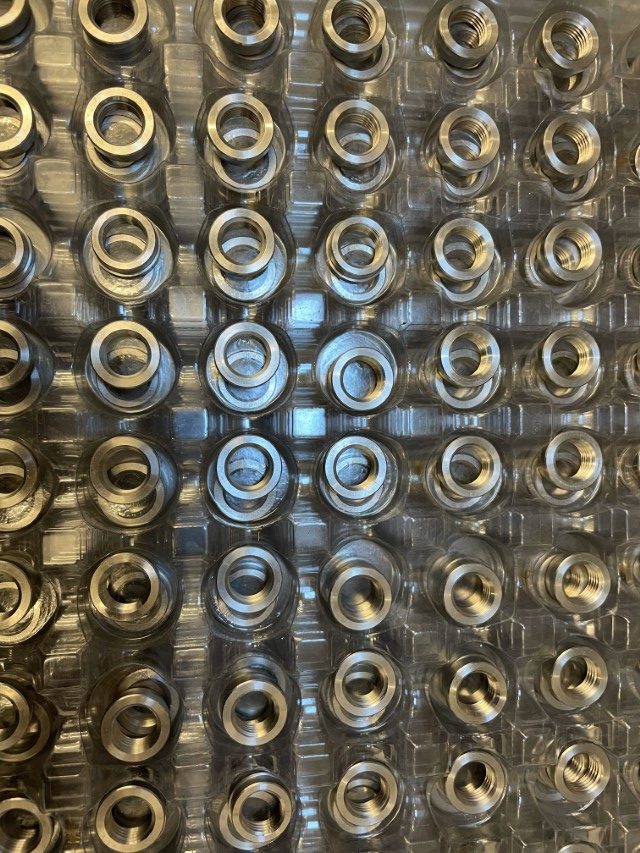
Next but not least are the threaded inserts that are welded into each opening in the boiler wall to provide ports for all the comings and goings of two flavors of water phases. This package contains an infinite number of said inserts, which is surprising because it (ie. the package) fits comfortably on the table.
They seem to fit ;) Who knew?
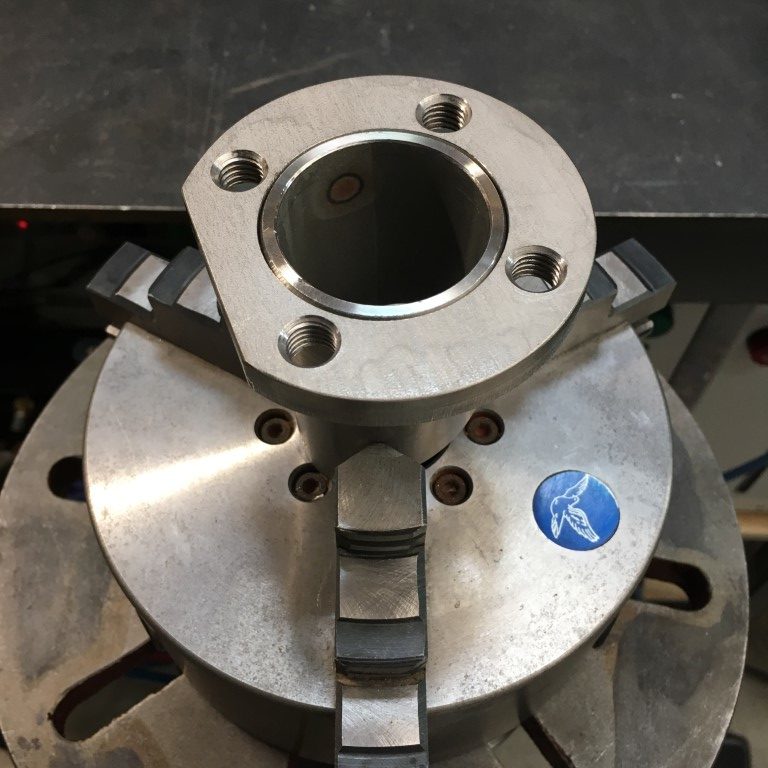
Ok, now that we are more or less caught up. Here is something new (and quite exciting if you are into that kind of thing) to end today’s post: a cast 316 stainless group flange. This casting replaces the original flange that was a built up from individual pieces of sheet metal, all of had to be cut, machined and then welded together. The neck angle is also integrated into the casting which promotes precision of the boiler weldment by a considerable degree. Oh boy, this is soooo much simpler and simpler is soooo much better.
A little QC and a few corrective measures on the all-important flange faces.
The next post will be about jigs and purging I think.
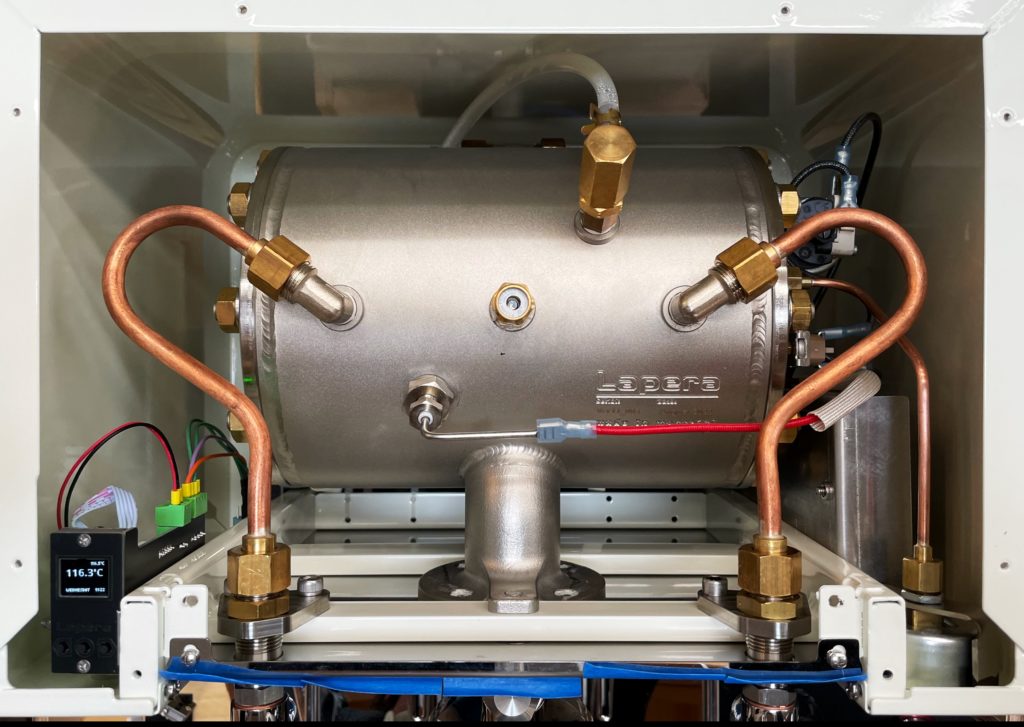
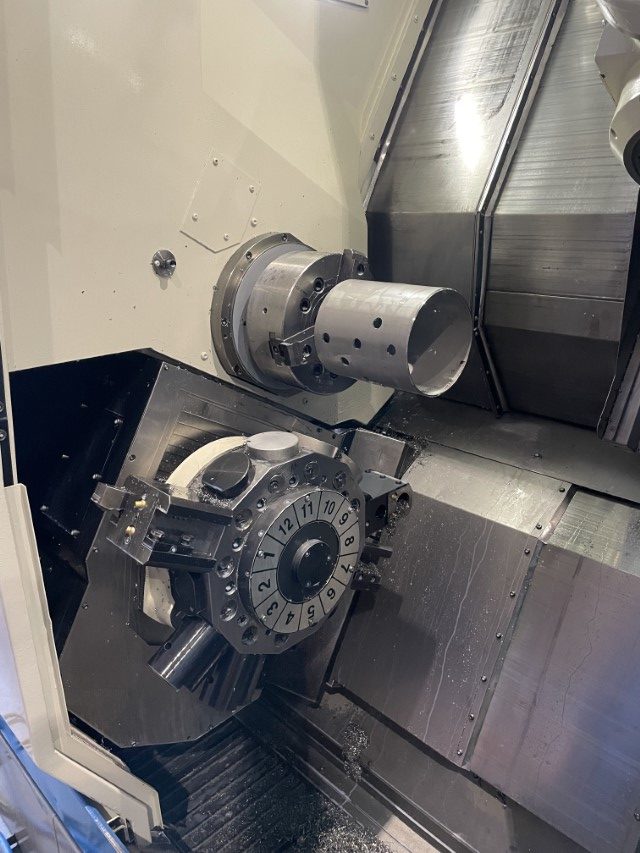
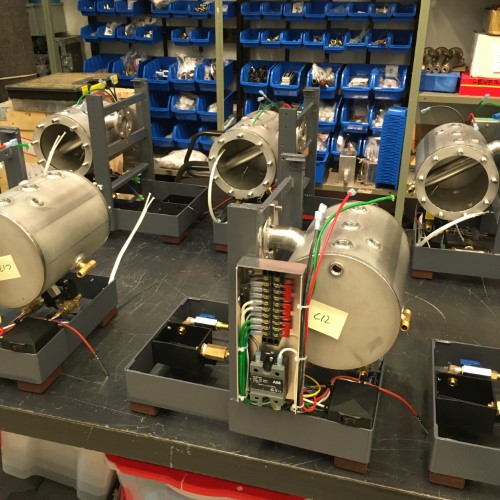
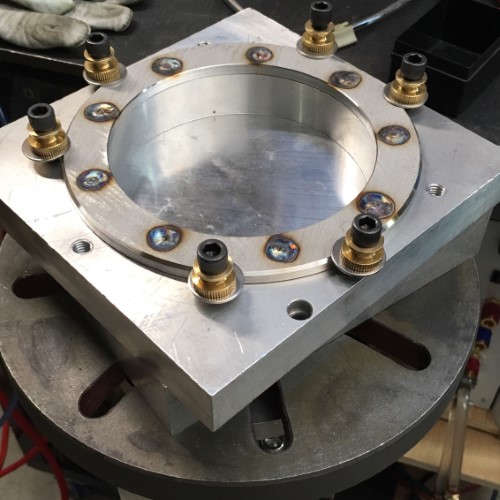
A small but nonetheless significant milestone was past today: the installation of the boilers! This what the assembly area looked like in the morning:
All of the difficult-to-access-once-the-boiler-is-installed parts are in place and it was time to put make the transition from seemingly random collection of wires and hydraulics into something closer to an actual coffee machine. Imagine!
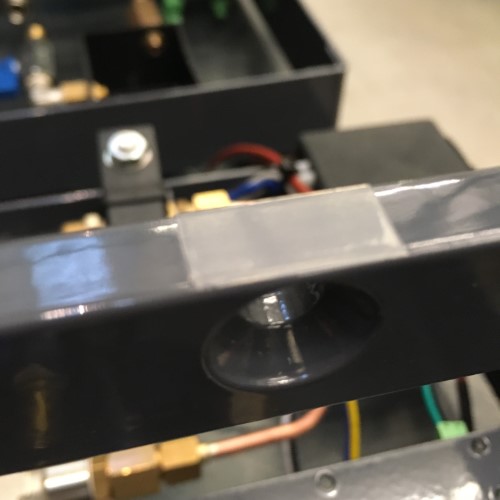
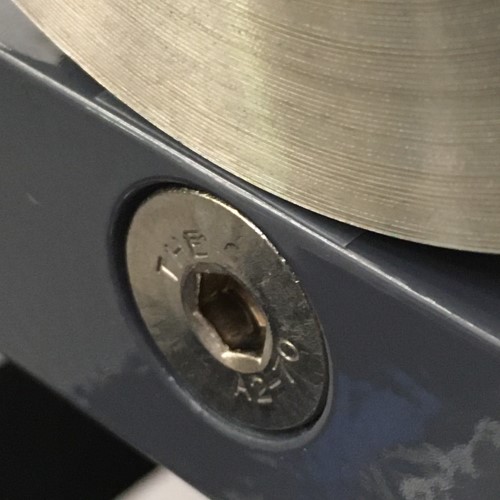
One small detail that isn’t visible to the naked eye is the low-friction cushion tape that prevents the frame from being damaged by the boiler flange.
FOOOOOcus!!
Removing the boiler is not an operation that will happen many times over the lifespan of this machine (at least that is the plan), but preventing damage to the paint at a connection adjacent to a(n at least theoretically) consumable gasket is a good idea…
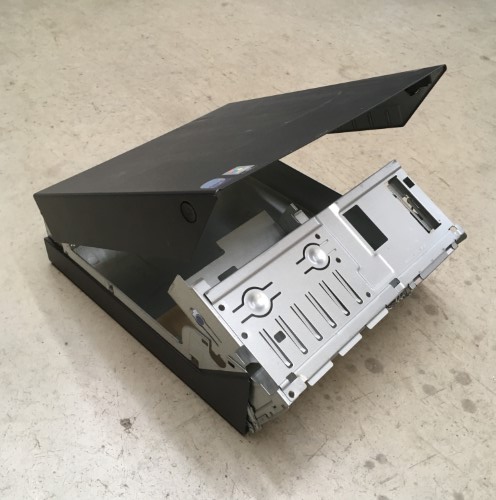
The control components and the wiring for the welding turntable are too delicate to leave exposed to the dust, metal chips and occasional flying tool around the shop. They have to go in a box. I could have drawn one up and had it fabricated along with the rest of the sheet metal parts for the bodywork, but (a) fabrication shops hate/love one-offs and charge accordingly and (b) a recently deceased Lenovo PC (born 2006, died 2019, R.I.P.) seemed like it might fit the bill.
At first glance, just a simple box.
Its apparent simplicity belies an extremely clever design that a lot of people thought long and hard about. It is also a masterclass in metal folding: the sophisticated locking(!) clamshell and double-pivot mechanisms are assembled from stamped and folded parts using only four screws. Very swish.
Having extolled the virtues of the Lenovo case I no longer need to feel guilty about cutting it up. Possibly voiding the warranty?
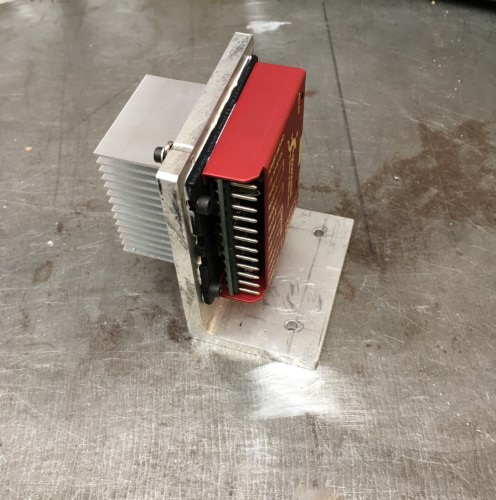
Time to start putting a few new things inside the now empty box. The heart of the controller is the stepper motor driver: a Geckodrive g203V. The literature states that the V stands for Vampire, as in unkillable. I have thus far failed to find the correct mixture of garlic and silver bullets required to prove them wrong. Other than an issue with making them play nicely with some common motion control boards that have a different electronic setup for their step and direction signals, these things are great, if not particularly cheap.
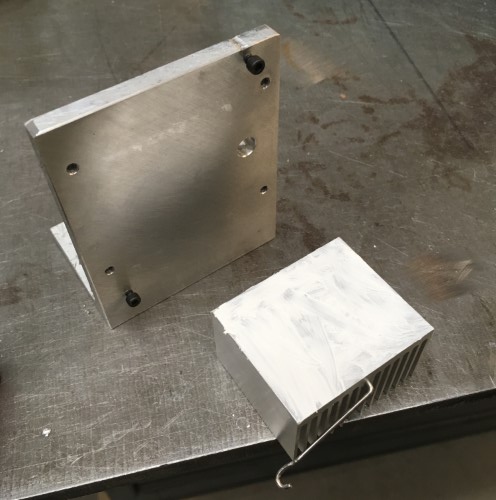
The heat sink from the GPU on the Lenovo motherboard is just the ticket for the stepper motor driver. It has a convenient spring-steel mounting clip that makes it easy to attach it to the opposing face of the motor mount.
A healthy application of thermal grease on all of the mating surfaces ensures the efficient transfer of heat from the driver to the sink.
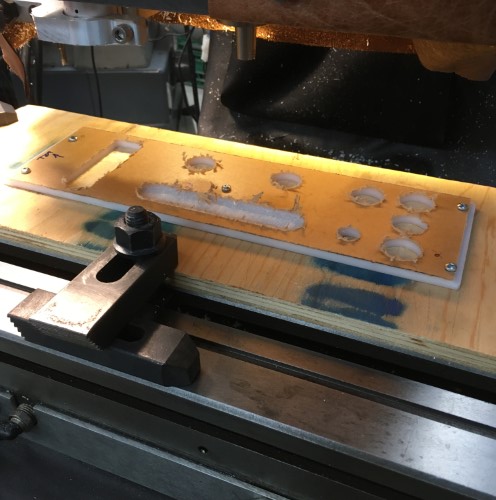
Next, the new Weldcenter needs a face plate for the interface which will be made from a small scrap of 1/4″ acrylic. As usual, drawing up the cutouts and programming the CNC takes substantially longer than the actual cutting. Back surface first: a bunch of holes plus a relief pocket for the rotary pots that are designed for thinner material…
…and the front with engraved text for all of the various buttons, switches, sockets and dials.
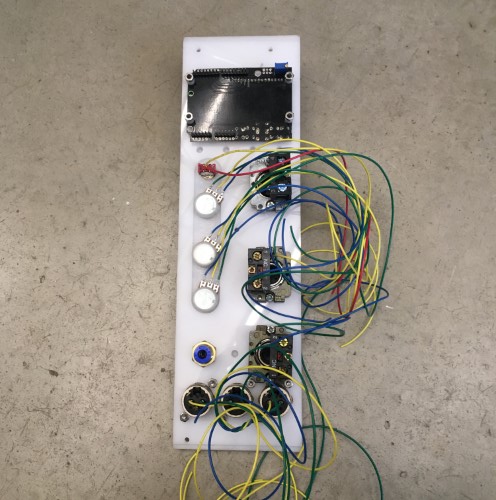
Test fit of all the pre-wired controls including the LCD interface.
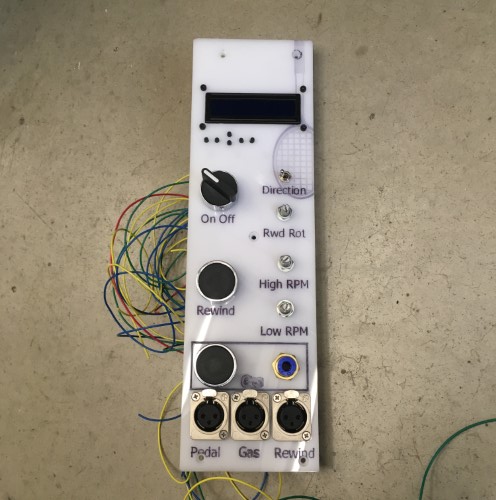
The front side, with residual laser-engraved tennis racket – the acrylic stock is a left-over from a sign project.
There were, of course, a couple of small, but in some cases mildly baffling, errors. The text at the bottom interferes with the mounting screws because I neglected to model them in CAD. Rather more inexplicable is the engraving of the “Gas” text which appears to have been outline, as opposed to single-line, engraved. Don’t know why, nor, as this is strictly a one-off will I spend any more time thinking about it. Much.
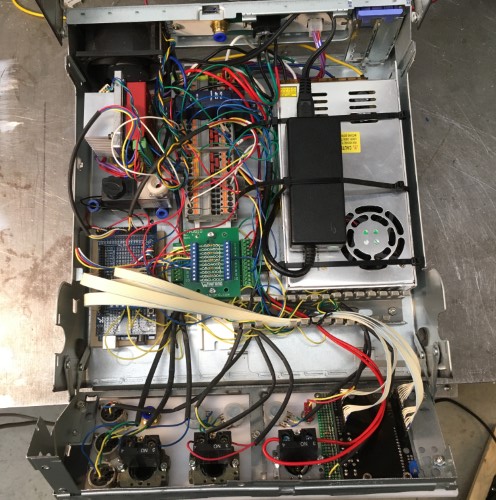
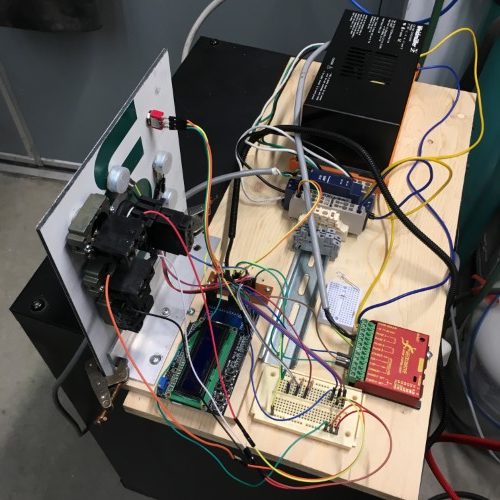
All the various bits and pieces stuffed into the box. Top left: the main cooling fan that used to be at the front of the PC. (For the ultra-observant, now you see why the fins of the heat sink below it are not oriented vertically the way they would be normally). Below the stepper controller is a solenoid for controlling the purge gas. Below that the microcontroller. The middle column is a DIN rail with a small (5 watt) 24 volt DC power supply and a bunch of terminal blocks for connecting everything together. The last column on the right is the other two power supplies. This is a bit of a kluge. There were only supposed to be two flavors of DC in the design: 5 volts for the microprocessor and 24 volts for the solenoid and motor and no fan. However, the 24 volt supply was very bulky so I swapped it for a much more compact 60 volt switching supply. The black box is a dual voltage (5 & 12) supply for an external hard drive of which I have many. So… four flavors: microprocessor 5 volt, fan 12 volt, solenoid 24 volt and stepper motor 60 volt. So much for simplicity. As always, the box is about 25% too small for all the stuff. There should really be cable tracks between each column and along the top and bottom. There aren’t so the resulting wiring is not exactly as neat as it might be.
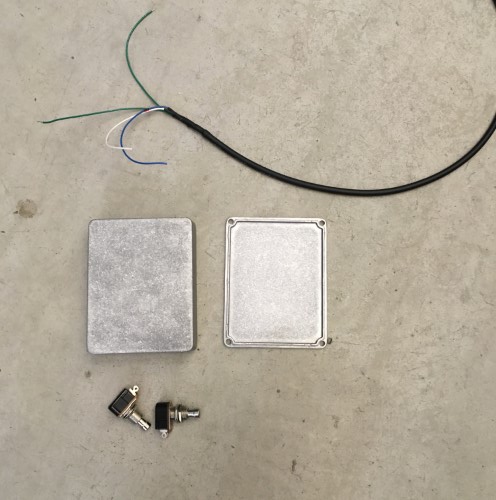
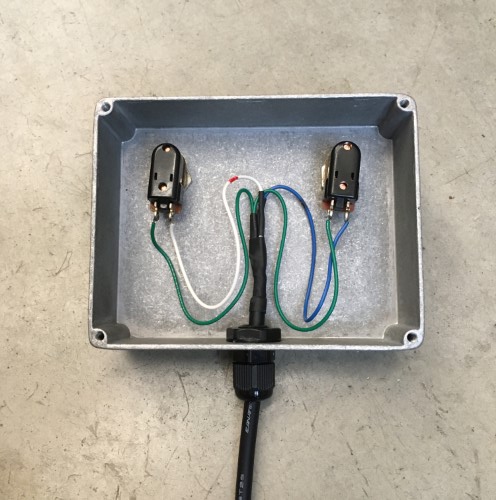
The final piece of the puzzle is a foot control made from a couple of robust momentary switches (the kind used for guitar pedals), a nice metal case (ditto) and some three conductor wire (the extra green wire was spliced on).
The switches are wired in parallel with their corresponding button on the front panel of the interface. Pressing either the button or the foot switch triggers the control.
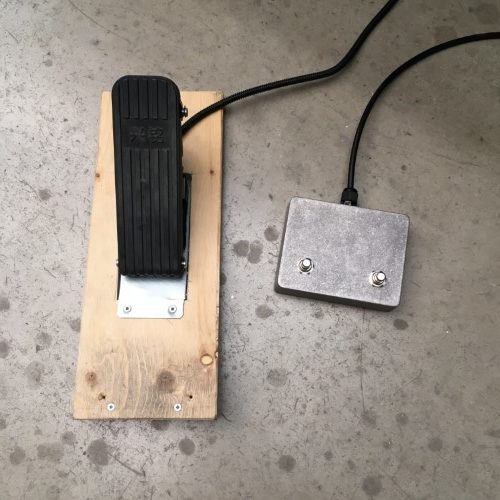
Finished foot controls. The throttle pedal, which is for an electric scooter and cost less than $10 (Canadian, including shipping), is extremely well made.
The Hall effect sensor inside it however, (the white stuff is silicon and isn’t as disgusting as it looks), is not. Either I killed it by miss-wiring it briefly while I was hooking everything up, or it was lousy to begin with (I lean towards the latter). Either way, a broken sensor means no throttle pedal which means the entire machine is about as useful as a third shoe. So I replaced the sensor with a brand-name version over-nighted from MagicKy (aka Digi-Key) – (which cost more than the entire pedal after shipping). Hall effect sensors work by measuring the flux of the magnetic field that passes through them. The stronger the magnetic field – i.e. the closer the magnet is to the sensor, the stronger the signal. The silver lining of replacing the sensor with a high quality part is that it has a bigger range – it detects lower strengths of the magnetic field and outputs lower minimum and higher maximum signal voltages, so the pedal response is far more sensitive. Coupled with a pseudo-logarithmic curve which is applied to the output from the sensor in software, the throttle pedal now allows very precise control at the lower end of the speed range where it is most important.
Et voila, the finished LenovoⒸ Weldcenter – running Windows Vista (ok, no it doesn’t).
The LED display shows the low and high RPM settings that are mapped to the throttle pedal output. The rewind amount is a fraction of a single rotation at high speed – a tap on the rewind button and the turntable reverses by that amount. In retrospect this turns out to possibly not have been the best way to do this as in practice the amount of rewind required changes too often. At some point I may (or possibly may not) add a mode where the rewind is active while the button/pedal switch is depressed. It also occurred to me too late that I could combine the two foot switches in a single cable and XLR jack, which means that I now have a spare jack for the ion cannon accessory.
A quick test with some scrap tubing before all the kinks with the code were worked out.
August is very fine. People take holidays. In France and other places in Europe where the sun shines more than occasionally, things start slowing down in July and people “faire le pont” until sometime in late September when they finally remember they had a job. Trying to do anything other than sitting by the pool and taking four hours for lunch (i.e. an hour longer than usual) in August in Italy just isn’t worth attempting. Here in Montreal we are more organized; we like to do things together: along with Moving Day, July 1st, when everyone moves at the same time (Which is insane. Try to find moving truck on that day. I’m not making this up.) we also, as anyone who lives here can attest, tear up all of our roads and rebuild all our overpasses and bridges at the same time. It is more efficient to wait fifty years and then get it all done in one go, ripping-off-the-band-aid-style. Economies of scale you know. We also have this thing called the The Construction Holiday. Towards the end of July, once we are done ripping up the asphalt and putting out the traffic cones, we all go on our government mandated holiday for exactly two weeks. On the same day. We also all come home at the same time. Over the interchanges that we are rebuilding and along the roads we tore up before we all went on holiday. Sensible I call it.
1
Welding the boiler together is a complicated set of procedures. Each type of weld requires a different setup and either a judicious application of inert welding gas, a custom heat-sink or both. Some operations render others either difficult, or in some cases impossible, so it is critical to get the assembly order right. To further complicate matters, each weld introduces some distortion in the parts: more or less depending on their geometry and the amount of heat that goes into the weld.
The HX tubes are easy. The size and fit of the parts makes for a simple weld that is almost invisible.
Ditto (once the heat-sink is made) for the bolt ring.
Just load your nine-shooter and fire away!
All the bolt rings were welded up in about an hour.
Fitting the HX tube in place requires a more complicated setup as both the inside of the boiler and the HX tube have to be purged with inert gas during the weld.
The group mounting flange and brew reservoir meet for the first time.
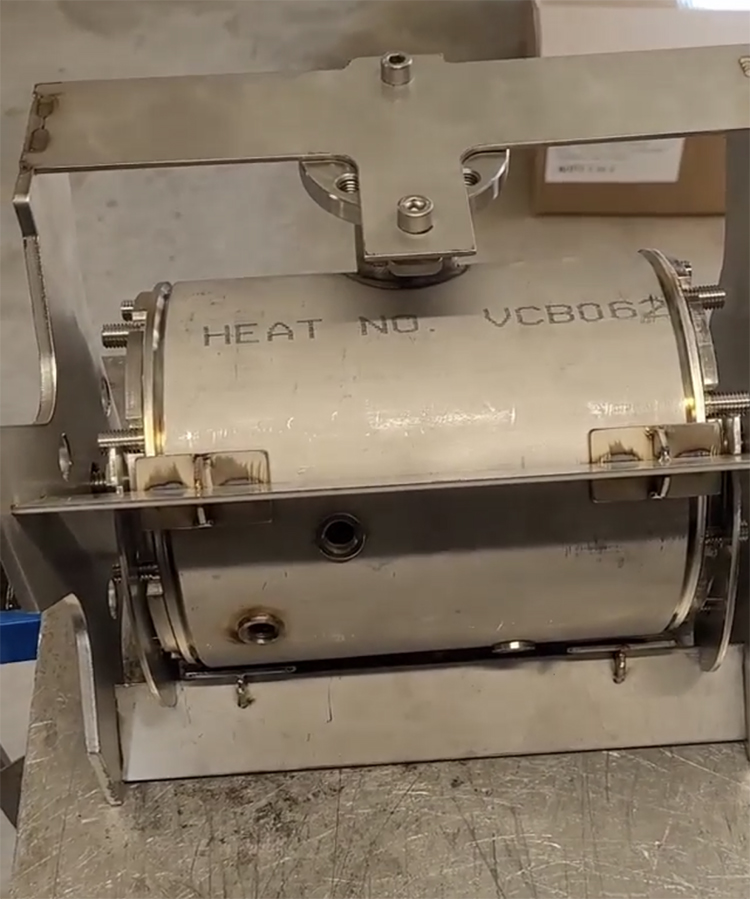
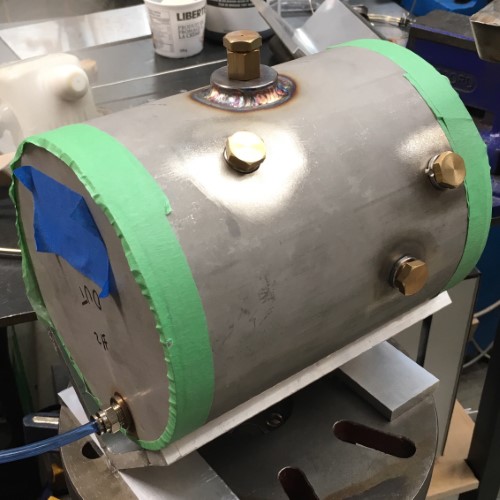
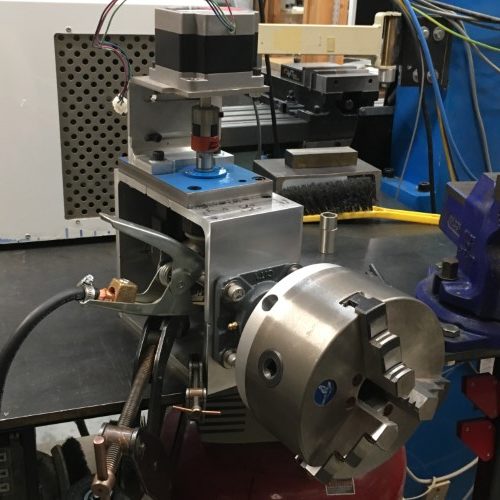
The end flanges are also done using the turntable (a.k.a. the Ouroboros machine).
A few welds later and after some clean-up: the first full-stainless diagonal heat-exchange boiler off the production line.
This one is now ready for a few tests before the rest are assembled. Mistakes at this point would be, ermm, disappointing.
.
.
.
.
1 – MONTREAL, QUE.: AUGUST 21, 2014 — Construction cones line Rene Levesque Blvd east of Atwater Street in Montreal, on Thursday, August 21, 2014. (Dave Sidaway / THE GAZETTE) Web 4×3 ORG XMIT: POS1410031753473482
At its simplest: A circle is a … closed curve that divides [a] plane into two regions: an interior and an exterior. But it is so much more than that. One of the more marvelous properties of the circle is that, by definition, all radii are perpendicular to the circumference. Though seemly obvious, this has the convenient side-effect of transferring pressure, which acts outwards equally (i.e. along all the radii simultaneously) over the surface area of its containing vessel, into two force vectors that are perpendicular to each radius and tangent to the circle at all points around the circumference. The net result is that the pressure is converted into pure tension: rather than bending, the circular ring just wants to get bigger, elongating the material. Because this happens to be the way in which metal is the strongest, it is also the most efficient way in which to use it, requiring the least amount of material to contain a given pressure. Which is, of course, the reason that pipes and other pressure vessels are round (or, more ideally, spherical, but don’t get me started on spheres).
In the interim, I caused the translocation of a low-quality 1″ bearing from its previous resting place to my doorstep in exchange for a small amount of the most widely-known social construct most often referred to as money. And I made a plan.
The shaft is made from the same cold-rolled steel stock that the lever handles were machined from.
The crown gears have grooved hubs so that they can be keyed to their shafts but I had no key stock on hand. I cut some out of a piece of scrap – which was only somewhat quicker than going all the way to the specialty hardware store – who may or may not have had any (“Did you say ‘metric’ key stock?”).
Milling the slot in the shaft is a lot easier than cutting the groove in the hubs :)
Ah yes. I love it when things fit first time.
The other motivation for using the big cast iron face plate from the lathe is that has the same mounting system as all the other lathe chucks. So rather than mounting the face plate directly to the shaft, I am making a back or adapter plate from some mic6 aluminum (that has been patiently and unknowingly waiting for this day) so that all the other chucks will fit the turn-table.
Test fitting the back plate to the shaft.
Things are coming together.
Now we just need a nice neat control system, which I absolutely promise to clean up and put in a proper box very very soon.
But for now, I can’t wait to give it a test drive.
And so we return to where we started; It always comes back around. Ouroboros: the snake that eats its tail.