Over the last six months on so, the eCommerce part of the site has been coming under attack from hackers and scammers. If you are one of those people, know that our security team is currently on our way to your house to dip you in a vat of peanut butter and then lock you in a box of ants.
Despite repeated implementations of additional layers of security the hackers are not stopping so we are taking that portion of the site offline until the ants have completed their work. If you need something in the interim, please contact Thomas directly at tsm (at) Lapera.ca.
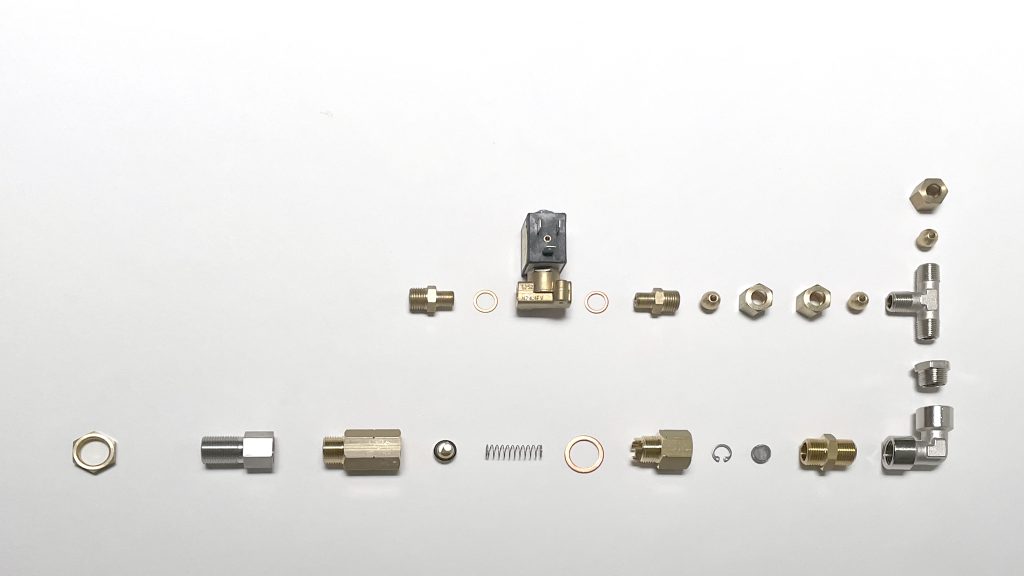
The Lapera Monoblock – a completely redesigned distribution manifold machined from billet 316 stainless steel that integrates the check-valve, supply filter and boiler-fill solenoid. This is an expensive part to make as it involves intricate 3D machining strategies on very expensive CNC equipment. However, it cuts the part count for the manifold by more than half, massively simplifying assembly and replacing sealed-thread connections with the humble, but truly miraculous o-ring (in our opinion one of the wonders of the modern world). This really is a case of less is more, the same only better. The Monoblock – just one of the many improvements you can’t see in the new DS4.
There is nothing particularly wrong with the previous generation composite manifold design, which, with the exception of one custom adapter, is made from off-the-shelf components. But if you need a custom part anyway, why not go the whole nine yards?
The composite manifold includes an in-line solenoid and has a part count of well over 20. Part count is a bit of a vague term as some “parts”, such as the check-valve are purchased as assemblies and would be replaced as such.
The Monoblock vastly simplifies the assembly, more than halving the “part count”, at the cost of a pair of complex-to-machine parts. It also eliminates two entire plumbing runs.
Worth the trade-off.
Part count is ten – including the o-rings – if you are willing to call the solenoid (which is a complex assembly (but one which you would probably replace as a unit)) a part.
Generally speaking, the composite manifold was a reliable design: because it isn’t directly attached to the boiler, it isn’t subject to large expansions and contractions from the thermal cycling that results from turning the machine on and off; so once assembled and leak free, it tends to stays that way. Getting it that way (not to mention making two extra plumbing runs) was a hassle.
KISS! Keep It Simple Stupid :)
Thanks for reading!
1:
eschew – to avoid habitually especially on moral or practical grounds : SHUN
anfractous – full of windings and intricate turnings : TORTUOUS
dispensation: (a) : the act of dispensing // the dispensation of medication // (b) : something dispensed or distributed // … one of the most remarkable cultural dispensations in the country’s history, the paperback book. — T. E. Cooney //
I haven’t done one of these for a while, but as this bit of machining is part of the set of upgrades for the DS4, the fourth edition of the Lapera DS, that is now shipping, I thought I would go over the whys and the hows in a little detail.
As with all of the modifications for the DS4 (apart from the optional glass cup warmer), and one other that, for dramatic purposes, I’m going to keep under wraps for now, they are invisible from the outside. Up until now, only we would know they are there.
This project is not actually retro machining (which requires the operator to wear white shirts and pocket protectors, flared pants and paisley patterned ties or Nirvana t-shirts depending on the era being replicated). It is, rather, post-machining. Most of the time, the term post-machining refers to material removal operations that are performed on parts from other manufacturing methods: castings, forged or injection molded parts etc. Often however, parts have to be transferred from, say, a lathe, to another machine for secondary operations that can’t be done with that lathe – polishing or wire EDM for example. In this case, we have to put a part that was made with a lathe back on the lathe – which usually means: “we forgot something” or “we changed our minds”. In this case it is because we thought of something new.
We start, as we often do, with a block of 6061 aluminum, the white bread of machining materials. It would have been more efficient just to have bought the appropriate bar stock, but I was impatient and we had a nice-sized piece in stock that didn’t require too much extra work to rough cut. The majority of the work here is milling the blocks square and to size, so a quarter-hour extra cutting isn’t going to break the bank.
At the end of this particular afternoon’s work, we have six 25x50x69mm blocks (1″x2″x2.75″).
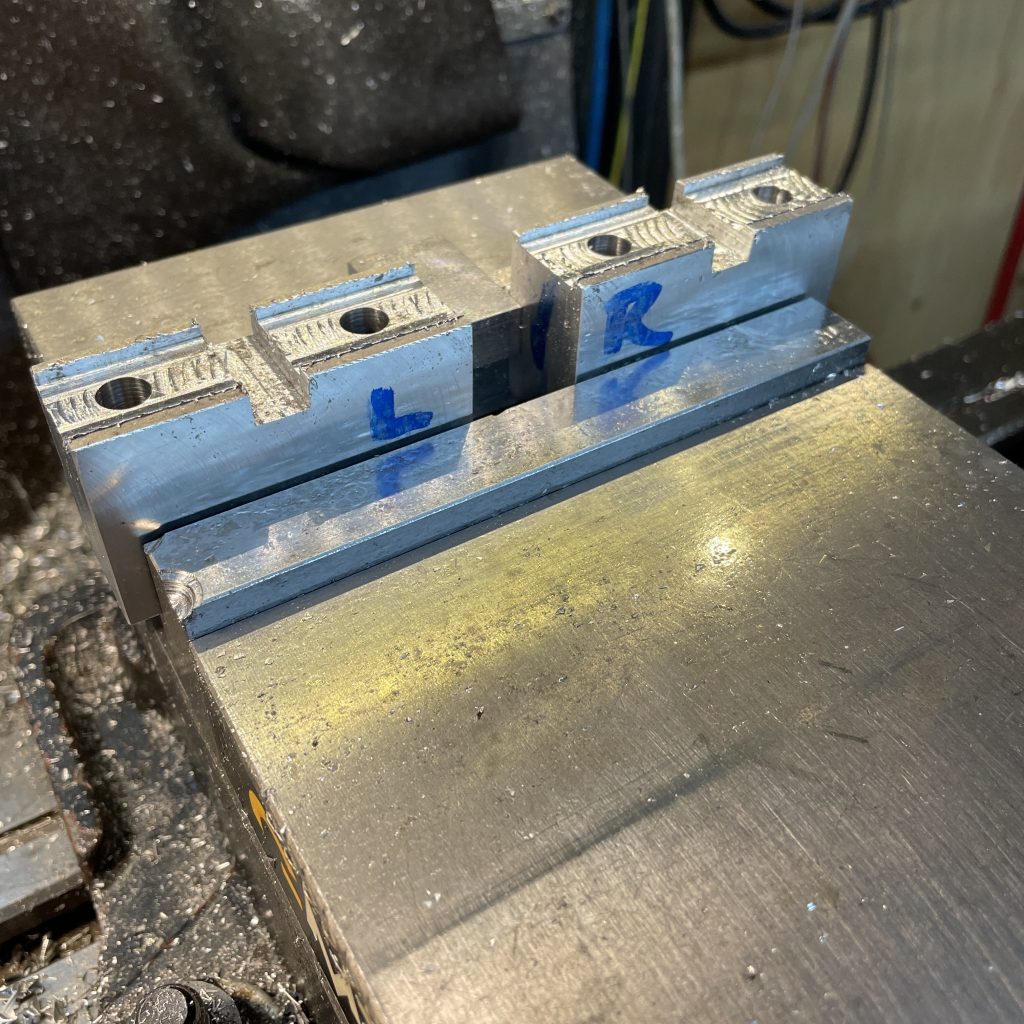
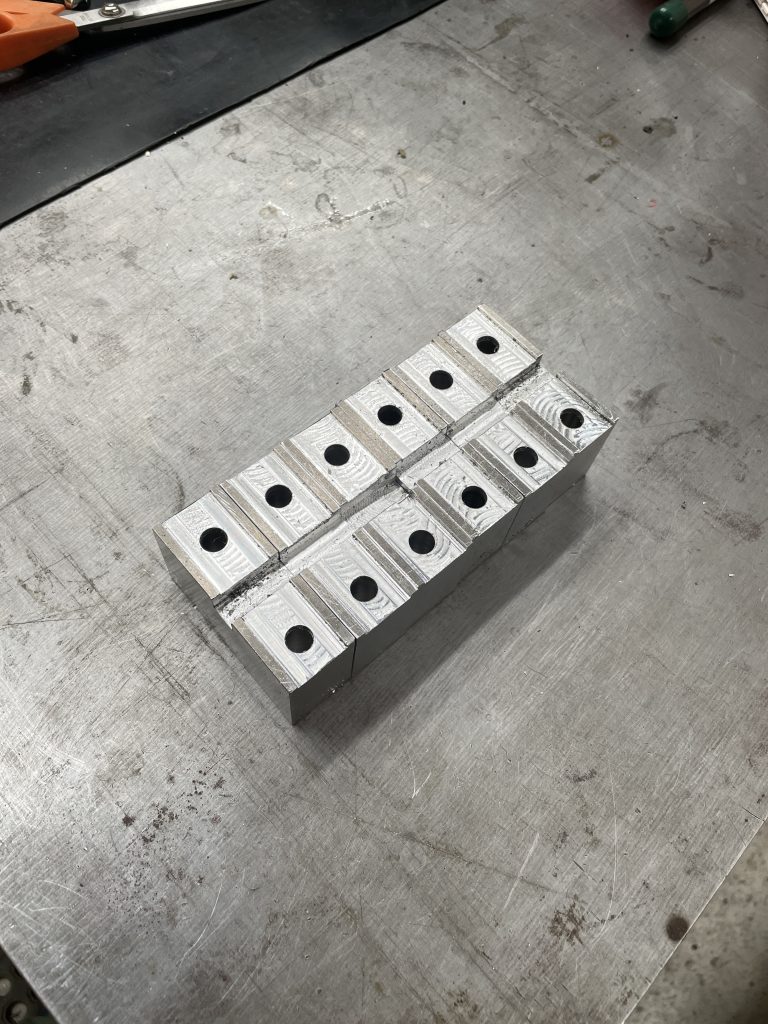
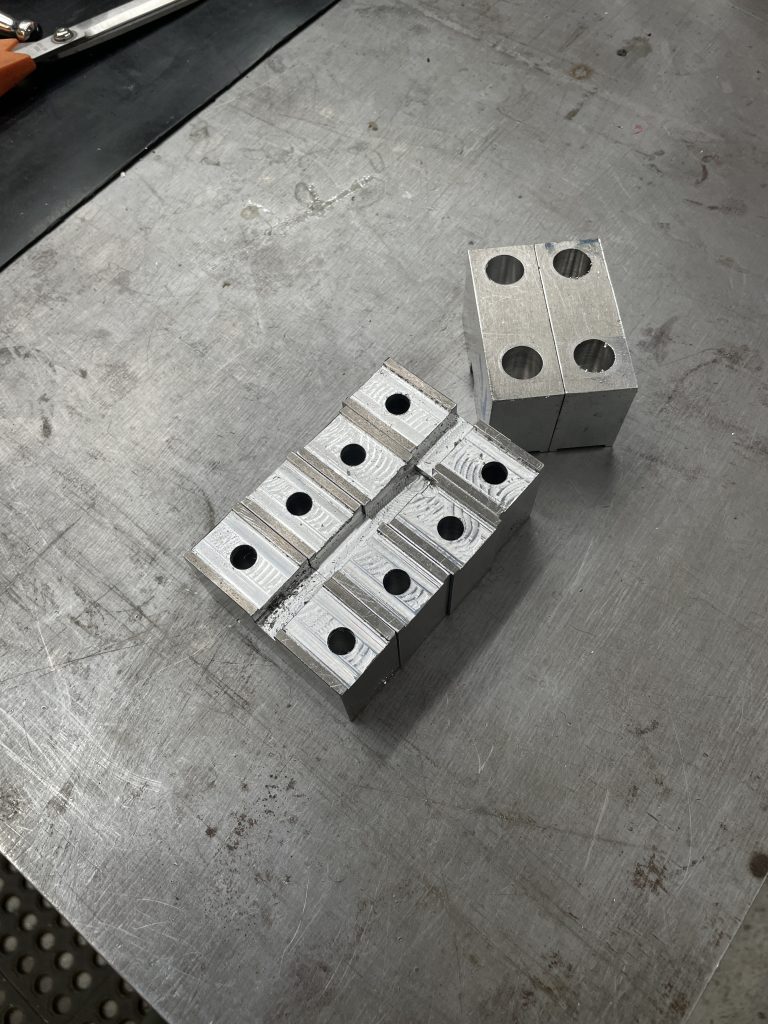
The sized and squared blocks are put in the mill vise against a central positioning stop in pairs to speed up the machining. Roughing and finishing machining strategies using the same tool remove material for a pair of precision-width location slots and some more-of-less-in-the-right-place bolt holes. The parts are flipped for the counterbore machining.
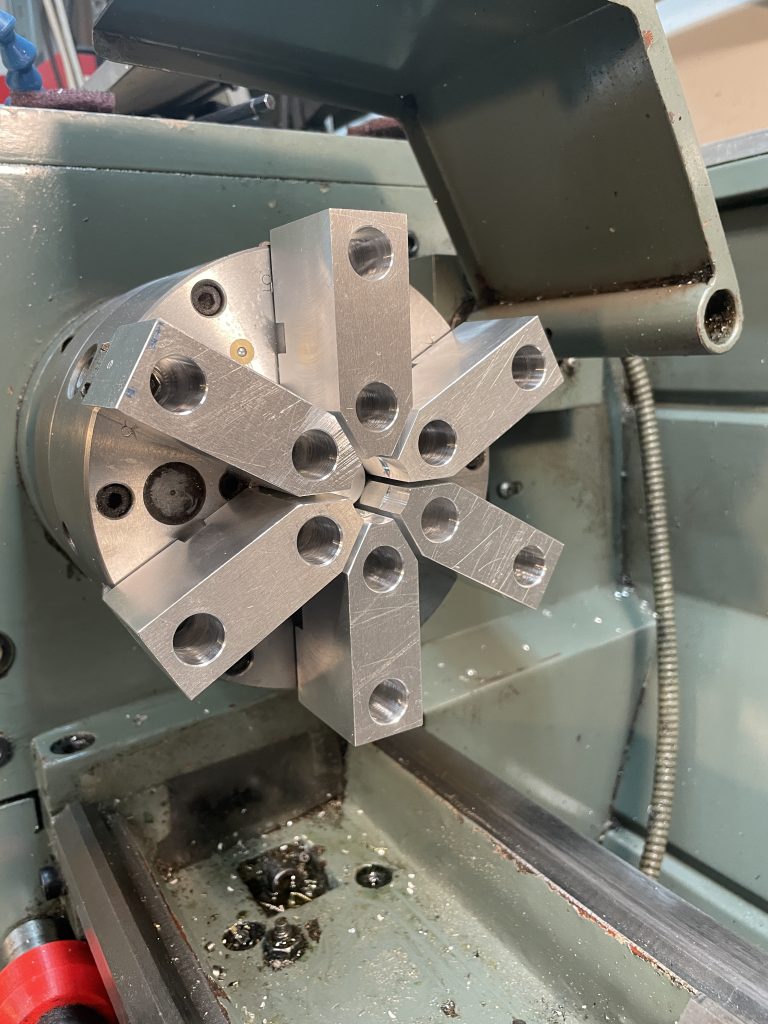
So what’s this all about? The bit on the left is one half of one of the jaws from the six-jaw scroll chuck for the lathe. The scroll is a fascinating mechanism: the teeth of the jaws thread into a spiral groove in the body of the chuck which moves them all radially at the same time. The upside is that all the jaws tighten at the same time – which saves time. The downside is precision. For regular machining where the “part” is contained within the envelope of a larger piece of stock material, it doesn’t really matter much if the center of the stock isn’t exactly aligned with the cutting axis of the lathe. Once you start machining, all of the features will be concentric with the cutting axis.
For post-machining the part needs to be installed as co-axial to the cutting axis as possible if the new features need to be concentric with the original ones. The solution to this is to machine a negative of the part in a set of so-called “soft-jaws”.
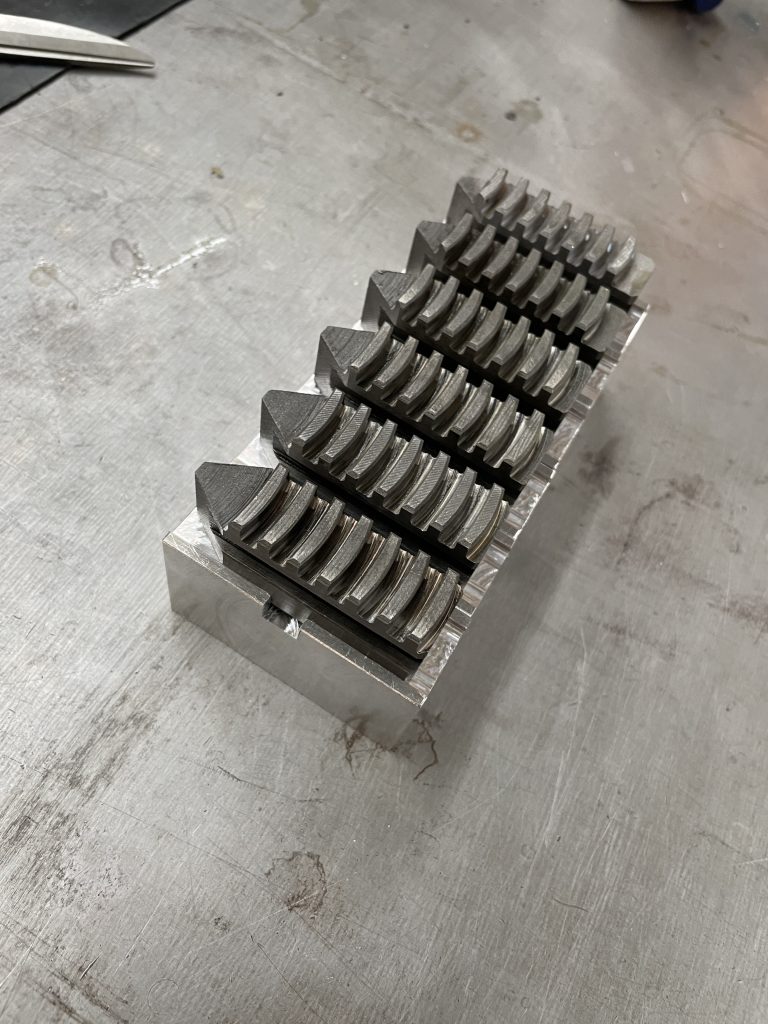
Last pass on the soft jaw machining. Because this isn’t a real CNC lathe that “knows” where the tool is with respect to the part, the process is slightly more arduous: take a bit off, measure, tell the machine where it is, take a bit more, re-measure, tell the machine etc. By the third iteration or so the cut the machine thinks it’s making corresponds to the cut it’s actually making and we can finish the process.
Then we finally get to the why-we’re-doing this bit: machining the actual parts (with our non-dairy coolant). We are cutting a groove in the piston for an o-ring the diameter of which requires a reasonably high tolerance of +/- 60 microns (+/- 0.0024” for inch-folk). That would normally be fairly easy with this lathe, but we also have take into account the added error from re-chucking the part I.e. the fact that it may or may not be in line with the cutting axis. This error, called run-out, is just the “wobble” of the part as it revolves around the cutting axis and, in this case, is about 20 microns (0.0008” or 8 “tenths”). So this increases the tolerance required for the groove to +/- 40 microns.
And why the o-ring? To avoid making a custom part we are using off-the shelf PTFE o-rings as a piston guide bushing for the upper part of the piston. The guide ring keeps the piston centered in the cylinder bore and reduces the load on the seals which means they’ll keep their lubrication for longer – so all this is all in aid of stretching the time between services.
I have, over the past few years, spent a surprisingly large amount of time pondering the relationship between boiler temperature and group temperature – which determines the temperature of the brew water. Exciting as my life may sound, this does seem to be something worth thinking about (to me at least). Especially as it turns out to be a fairly complex and therefore interesting relationship to characterize. The Lapera DS is a single boiler with heat-exchanger design, therefore the temperature of the group is controlled indirectly by altering the boiler setpoint (i.e. changing the temperature of the boiler). After a reasonable amount of boffinating, we have come up with a method for thermally profiling the machine. This is specific to the Lapera DS and contains some specific recommendations for Lapera owners, but I think it has some relevance to the thermal behavior of lever machines in general. The findings are summarized in the summary, (that’s what summaries are for after all), but there’s also a bunch of potential semi-contentious and therefore titillating opinions in the conclusion that are worth reading even if you skip all the nice graphs and sciencey bits in the middle.
Summary
This document contains a description of the methodology used to characterize the temperature profile and the relationship between boiler temperature and brew temperature of a Lapera DS lever espresso machine. The results show that brew temperature correlates strongly with boiler temperature and exhibits a decline of roughly 4°C over a 40 second shot (including a 10 second pre-infusion).
Introduction
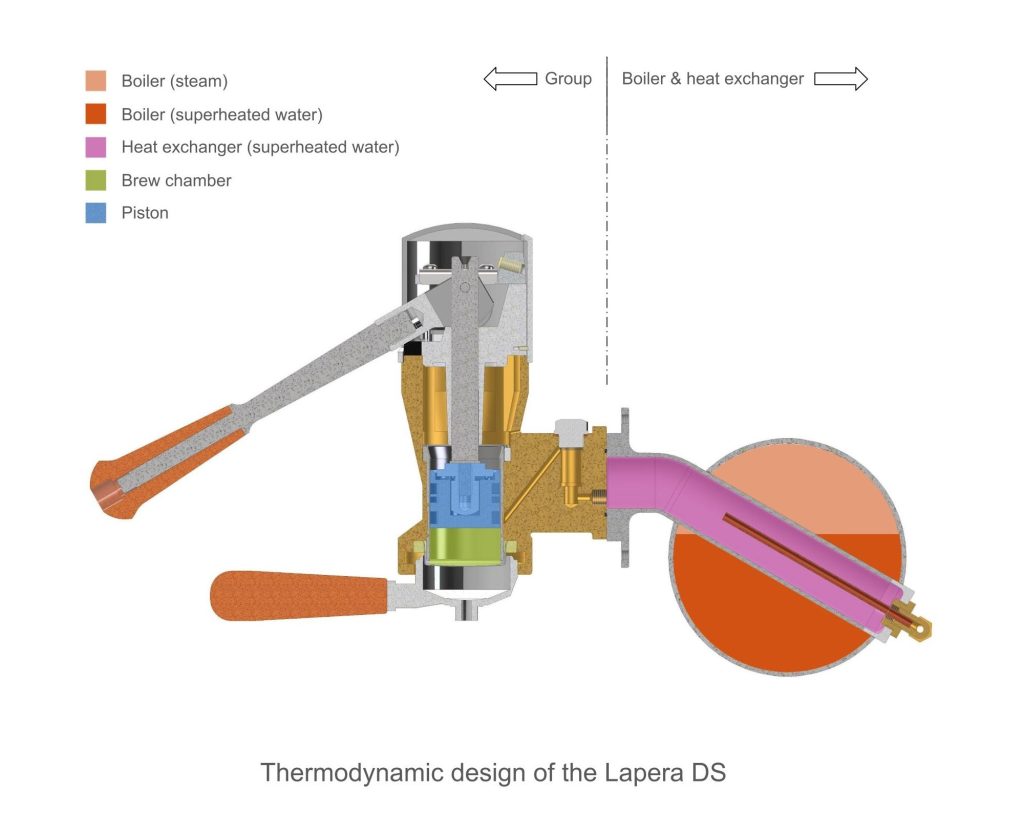
The Lapera DS consists of a single superheated boiler with an external spring lever group that is supplied with water and heat from a heat exchanger that passes through the boiler. The boiler temperature is controlled by a PID algorithm with input from a thermocouple housed in a thermowell inside the boiler. The lever group is physically attached to the heat exchanger and is heated by conduction. During a brew or extraction cycle, water at close to ambient temperature is mixed with the superheated water in the heat exchanger before passing through the internal channels inside the group to the brew chamber.
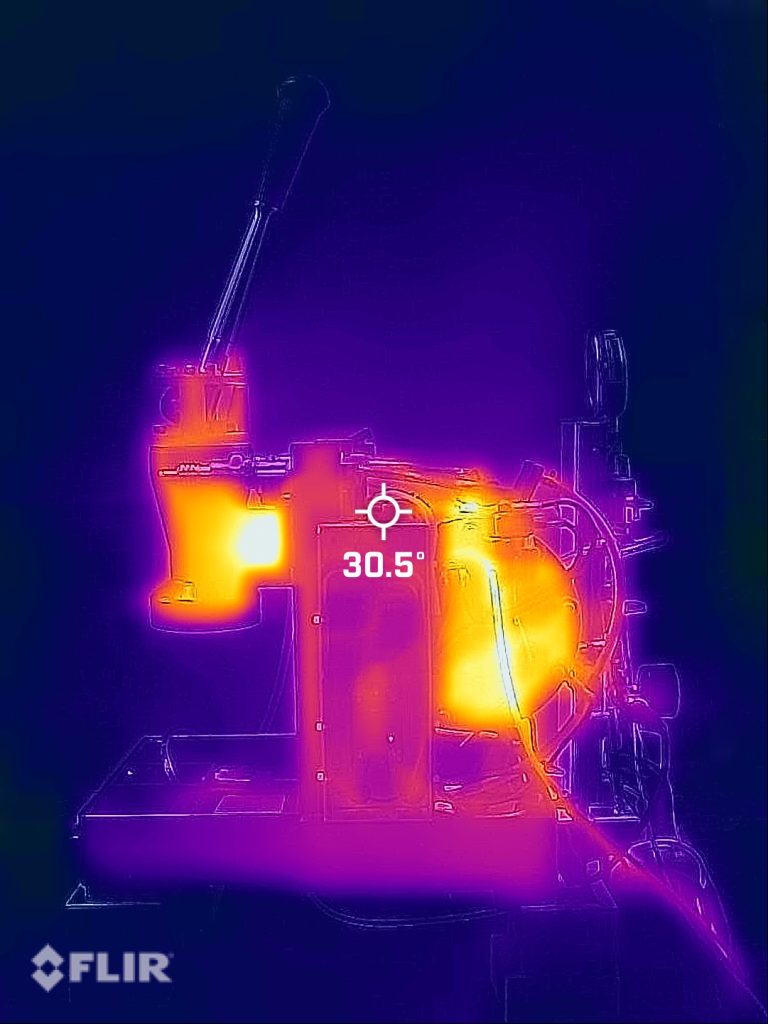
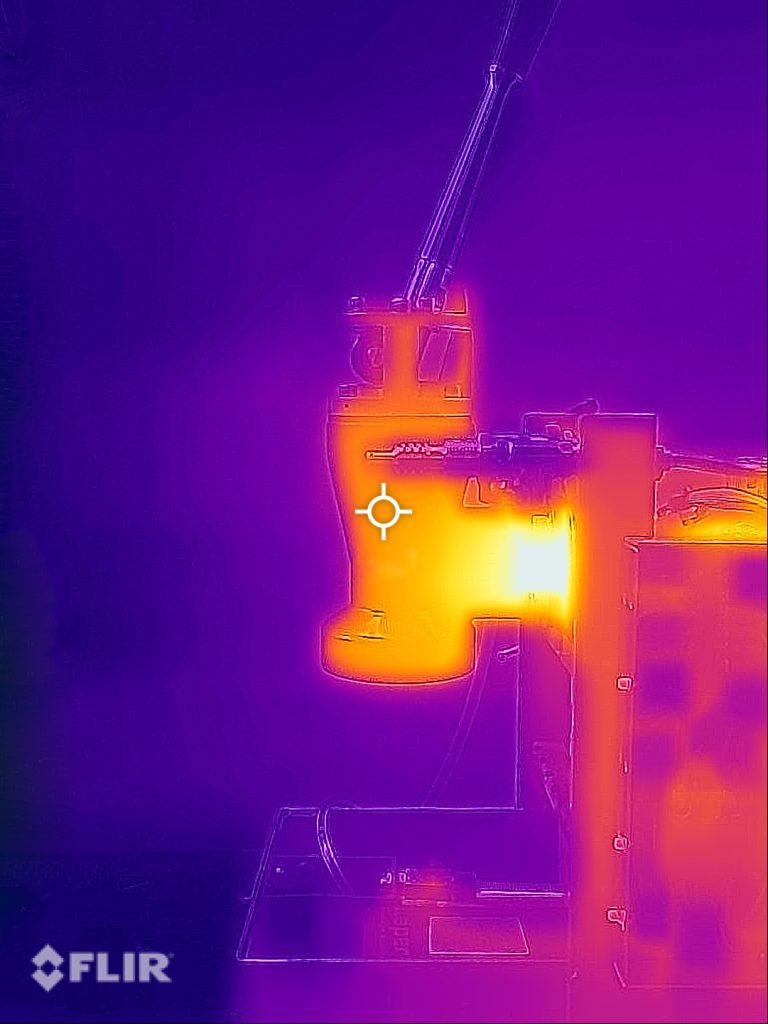
The group, which has a large thermodynamic mass, reaches a thermal equilibrium between the boiler temperature (from 118-130°C) and the ambient temperature of the surrounding environment (20-25°C). The temperature of the group is not uniform, rather it is graduated from hottest, at the point closest to the heat exchanger, to coolest, at the point on the external surface furthest away from the source of heat. At a boiler temperature of 120°C, the temperature of this extremity was measured at 53°C. Thus the channels through which the brew water passes and the brew chamber itself lie somewhere on this thermal gradient. Though difficult to quantify, the average temperature of the group is considerably lower than the generally accepted typical brew temperature of 93°C for espresso. Consequently, the group will draw away some heat from the brew water as it enters the brew chamber. The purpose of this document is to characterize the thermal behavior of the group, i.e. to determine its “thermal signature”, and to measure the offset between boiler temperature and brew temperature “at the puck”, i.e. the temperature of the water that reaches the top surface of the coffee puck during an extraction cycle.
Thermal camera image of the Lapera Group showing a thermal gradient on the exterior surfaces
Definitions and abbreviations:
Pull – The action of pulling a shot of espresso or simulating the same using a Scace-type device on a spring lever coffee machine.
Scace-type device – instrument used to simulate and measure an espresso Pull.
Puck temperature – Temperature measured by the Scace device at the puck.
Measured boiler temperature – Temperature measured in the boiler from the uncalibrated built-in sensor.
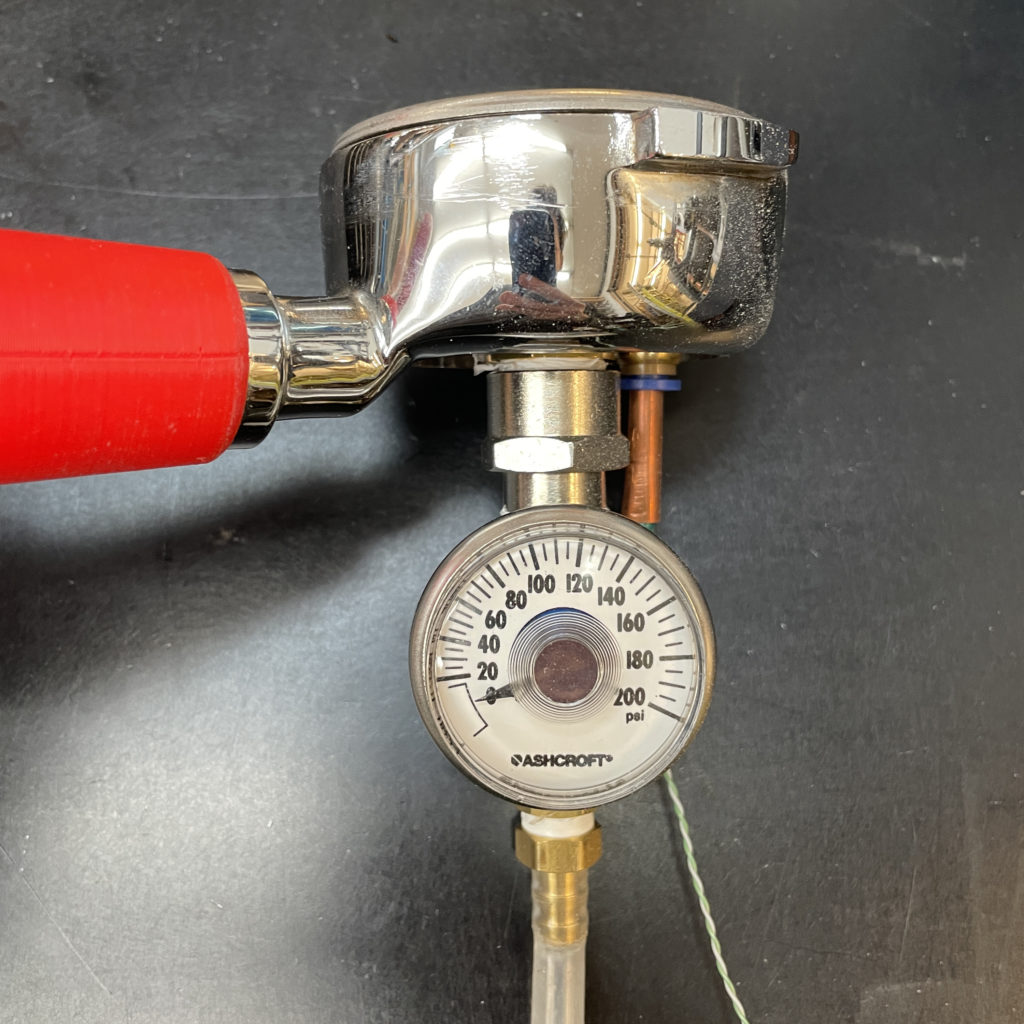
Boiler pressure – Steam pressure in the boiler measured with a calibrated pressure gauge.
Actual boiler temperature / Boiler temperature – Boiler temperature calculated from calibrated steam pressure measurements according to the steam pressure table.
Setpoint – Temperature that the boiler control system aims to reach.
Puck Peak – Peak temperature measured at the puck
Puck Average (time) – Average temperature at the puck for a given amount of time.
Moving Average – Constantly updated average to smooth noisy data.
Equipment used:
Scace thermofilter-type device
Picolog TC-08 temperature data-logging hardware and software
Timer (1 second resolution)
Scale (0-2000g x 0.1g resolution)
Amprobe multimeter with k-type thermocouple (1°C resolution)
Lapera DS3 (3rd edition) lever espresso machine
KafaTek Monolith grinder
Methodology
Design of the Scace-type device
A good Scace-type device should aim to mimic the thermodynamic and the fluid dynamic behavior of a coffee puck during a standard espresso extraction. The Scace device allows for instrumentation of the extraction process and provides a reproducible Pull by removing the variability of puck grind and preparation. The Scace device used in this experiment is designed to mimic a 20 gram dose of ground coffee in a double basket with a 46 gram extraction volume in under 40 seconds of extraction.
The Scace device is equipped with a temperature probe: a bare type K thermocouple with minimal thermal inertia. Minimizing probe thermal inertia is key to obtaining accurate results in a rapidly changing thermal environment. A probe with large thermal inertia will cause the readings to lag behind actual temperatures and may absorb enough heat to affect the process and distort the corresponding readings. Similarly, the device must have a sampling rate high enough to record any transient peaks.
The fluid dynamics of a bed of compressed coffee grounds is simulated using a 0.1mm calibrated orifice. We have determined via theoretical calculation that 0.1mm orifice will closely replicate a standard Pull. The performance of the orifice was found to closely resemble a properly dialed-in 20g in / 46g out espresso Pull on a Lapera DS3 lever machine in terms of overall shot time and volume (including preinfusion and residual moisture in the puck).
In order to maximize volumetric and thermal consistency, a surrogate puck was machined from low conductivity plastic to simulate the dimensions of a 20g puck of coffee and to approximate its thermal mass.
Data acquisition
The Scace device was used with a data logger to record temperature during a series of Pulls at various boiler Setpoints on a Lapera DS3.
Protocol:
Machine at idle for at least 1 hour before the start of the experiment
Recovery time 2 minutes between Pulls
Preinfusion of 10 seconds
Machine idle for at least 40 minutes following boiler Setpoint adjustment.
6 shots pulled per Setpoint
Sampling rate 0.2 seconds
Moving average of 10 samples (2 seconds)
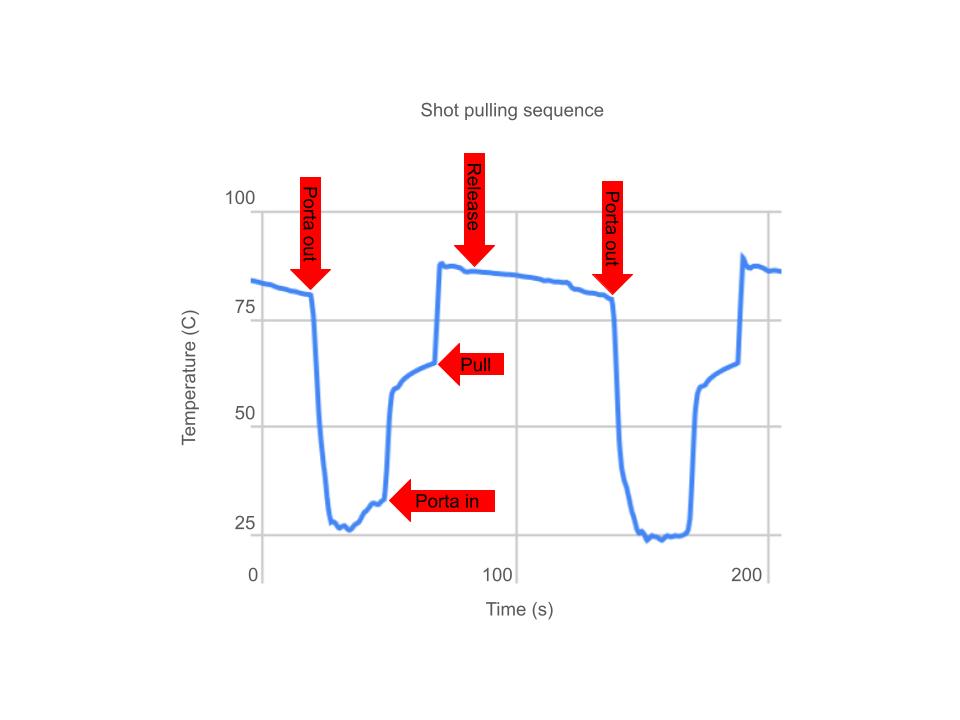
Shot Pulling sequence:
Portafilter removed from group (30 seconds)
Portafilter replaced in the group (20 seconds)
Lever pulled
Preinfusion (10 seconds)
Lever released
Portafilter removed
Total shot time (including preinfusion) 70 seconds
Results
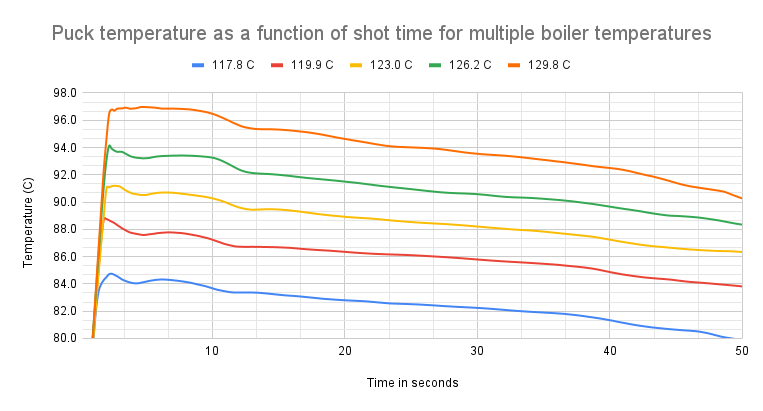
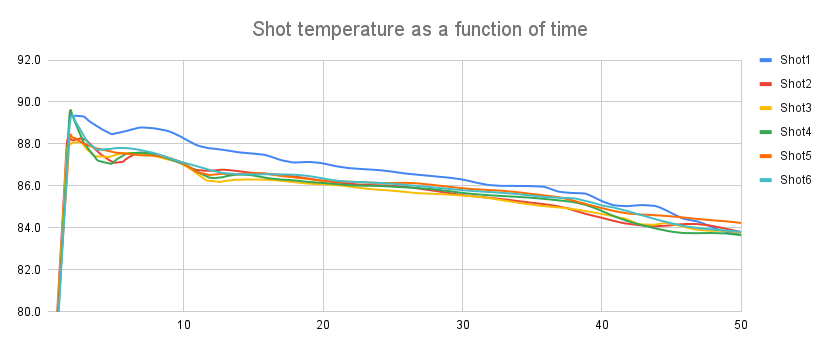
The graph below shows the temperature profiles at the puck during a 70 second shot (averaged from 6 Pulls) at 5 Setpoints that encompass the generally accepted range of brew temperatures for espresso. The method for obtaining and treating the data for the graph follows.
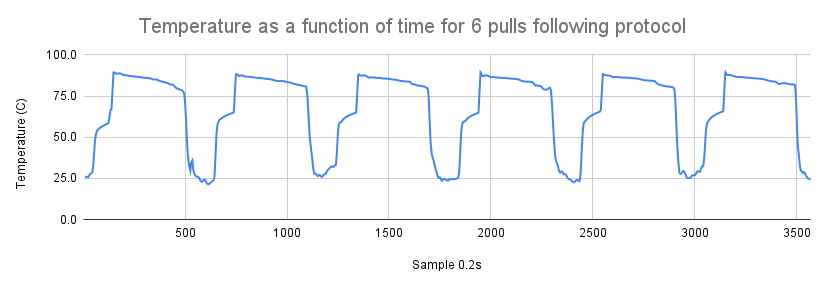
Temperature data was recorded for 6 Pulls at one Setpoint:
The period of 50 seconds starting from the moment the lever is pulled from the 6 individual shots was isolated and superimposed (everything after this period is not of interest as it is outside the window of extraction times for normal espresso shots):
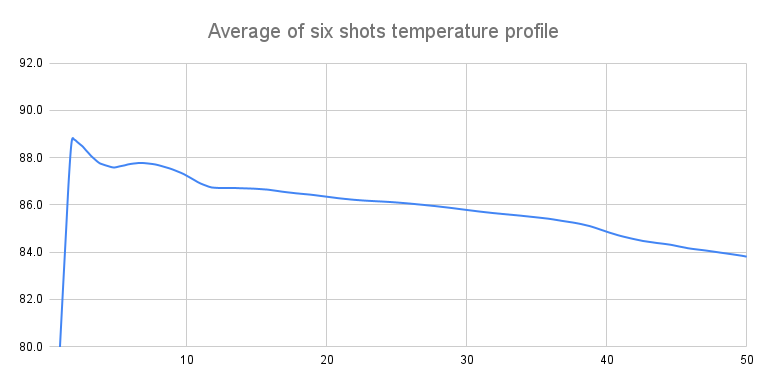
From those six shots an average profile is plotted:
The graph above represents the thermal profile of the Lapera DS for a boiler temperature of 120°C (or a boiler pressure of 1 bar). Peak temperature at the puck is 89°C and the average for a shot time of 40 seconds is 86°C.
The process was repeated at multiple boiler Setpoints in order to characterize the relationship over the entire espresso brew temperature window. The window used for this experiment was from 85°C to 97°C. Expanding the experiment beyond the generally accepted range of 93°C +/-3 will show whether the relationship between boiler temperature and puck temperature can be approximated as linear within this range or whether the theoretical increase in heat losses at higher temperatures must be taken into account.
Temperature profile of the Lapera DS
The graph below shows the temperature profiles at the puck during a 50 second shot (averaged from 6 Pulls) at 5 Setpoints that encompass the generally accepted range of brew temperatures for espresso.
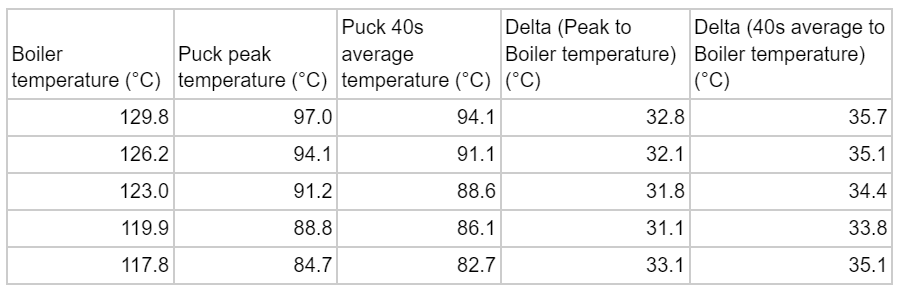
The following table shows the temperature offset (delta) between Boiler temperature and Puck temperature over the range of Setpoints:
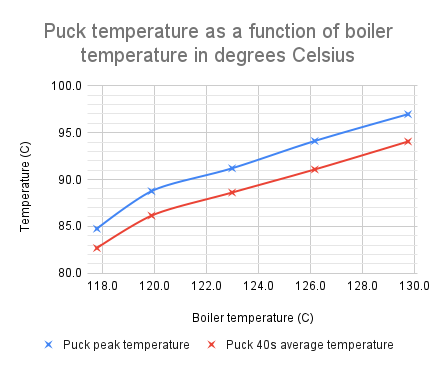
From the table we can generalize the relationship between temperature at the puck and the Actual boiler temperature over the working range of boiler Setpoints:
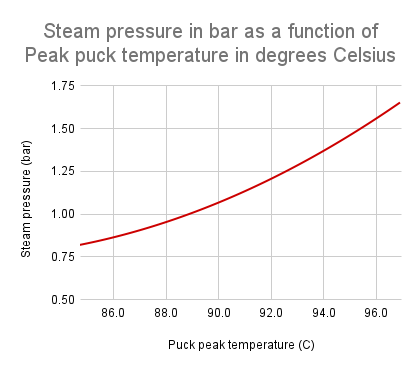
Another way to look at the data is to look at boiler pressure, which corresponds directly to boiler temperature and can be read directly from the manometer on the front of the machine.
Best-fit 2nd degree polynomial
Conclusion
First, while there is a lot of interesting data here, I don’t necessarily think that one should read too much into the numbers. Taste is and must always be the ultimate arbiter. After decades of experience with lever machines of similar design, I have “self-selected” a Peak temperature that is roughly 4°C below the “industry standard”. While not proof of anything, it suggests that a lower temperature works well with this type of design and the medium roast coffees that I generally prefer. It would seem plausible that lighter roasts that theoretically require more work to extract correctly would benefit from a higher brew temperature. In practice, we get good results from a range of coffees only adjusting the grind, dose and yield ratio. Anecdotally, some users have expressed a preference for brew temperatures / Setpoints at three or four degrees above the “factory settings” for very light roasts.
For existing Lapera users: Peak brew water temperature is on average 31.8°C lower than Actual boiler temperature for any given Setpoint. However, due to a number of factors including variation in the combinations of sensors and thermowells between editions, location of the sensor in the water column inside the boiler and variation between sensors themselves, the Measured boiler temperature (the temperature measured at the sensor inside the boiler used to achieve the Setpoint) is not the same as Actual boiler temperature. All Lapera machines manufactured have been adjusted to a known pressure/temperature while they were on the test bench. Using this data, it is theoretically possible to calculate an exact offset on a per serial number basis. (Of course we have done this – just ask us if you want to know yours). For the future, the offset could be integrated into the firmware so that the displayed temperature matches the Actual boiler temperature. In the same vein, the display could also be used to show theoretical brew temperature in addition to boiler temperature. I am somewhat reluctant to do this for a number of reasons. First: because it would be an indirect value (i.e. a calculated value as opposed to one that is directly measured) based on a single piece of calibration data taken when the machine is brand new. Regular calibration would be required to ensure its continuing validity. Secondly: I caution against a purely data-driven approach to coffee in general, and specifically one based on an industry standard that is tailored to pump-driven machines with E61 derivative groups because spring-driven levers have significantly different thermal and hydraulic characteristics.
As a generalisation, a pressure reading of 0.8bar on the manometer on the front of the machine should be considered the low end of the brew temperature range, and 1.6bar the extreme high end. We recommend a general setting of 1.0 bar for most dark to medium roast level coffees and a maximum of 1.25 bar reserved for extremely light roasts. All of these recommendations are, of course, subject to the taste in the cup.
As part of the larger discussion of temperature profiling: it is relatively well known that spring-lever machines deliver a pressure gradient (starting high and finishing comparatively lower at the end of the extraction) because the spring provides more force at maximum compression at the top of the piston stroke and a diminishing amount as it expands while pushing the water through the puck. It is perhaps less well known that lever machines can, and in the case of the Lapera DS do, also deliver a temperature gradient.
The generally accepted explanation for the benefits of a declining pressure profile is related to puck degradation and flow rate. The puck degrades as the brew water carries away fines as it passes through it. As the puck erodes, it provides less and less resistance to flow. A constant pressure source results in increased flow over time as the resistance decreases. The consequences of this are, firstly: a higher risk of channeling as the shot progresses and secondly: the potential for over-extraction of undesirable soluble compounds towards the end of the shot. A constant flow or a declining flow mitigates the risk of channeling and would also be beneficial if the desirable solubles are extracted early during the shot as opposed to later on. There are a number of studies that point to this being the case, and intuitively it seems plausible.
Conjecturally, given that the compounds that are being extracted are more soluble at higher temperatures, a declining extraction temperature profile would be desirable for the same reason, i.e. that a declining temperature profile would extract less of the undesirable compounds present later in the extraction.
All in all, the combination of declining pressure and declining temperature profiles present in spring lever machines in conjunction with reasonable temperature stability probably goes a long way to explain the reputation of lever machines as being “forgiving”. In the opinion of this admittedly biased machine designer, it is not that lever machines are forgiving, it is rather that 9 bar machines are unforgiving because constant pressure just isn’t the right way to do it! I also find it telling that the industry has put a great deal of effort over the past 10 to 15 years into pressure profiling. Maybe, just maybe, the pre-E61 lever designers were on to something?
The group is getting a few modifications. The original design comprised two castings: the main body and a short sleeve, that were thermally shrink-fit together and machined after assembly.
We have replaced the second casting with an AISI 316 sleeve that lines the entire bore of the body. As well as being easier to manufacture and thermally indistinguishable from the all-bronze version, the sleeve has benefits for water distribution. First, it is compatible with E61 slip-on shower screens; we now use a 35µm mesh screen which we found gives the best results after considerable testing. Second, a radial channel around the outside of the sleeve distributes incoming brew water and injects it into the brew chamber via 8 ports instead of the single port in the original design.
These two changes improve the symmetry of the water flow into the chamber and result in a reduction in turbulence above the puck. We have also moved away from bronze to stainless for the cam for strength and longevity and to reduce our use of chrome – which we do wherever possible for environmental reasons.
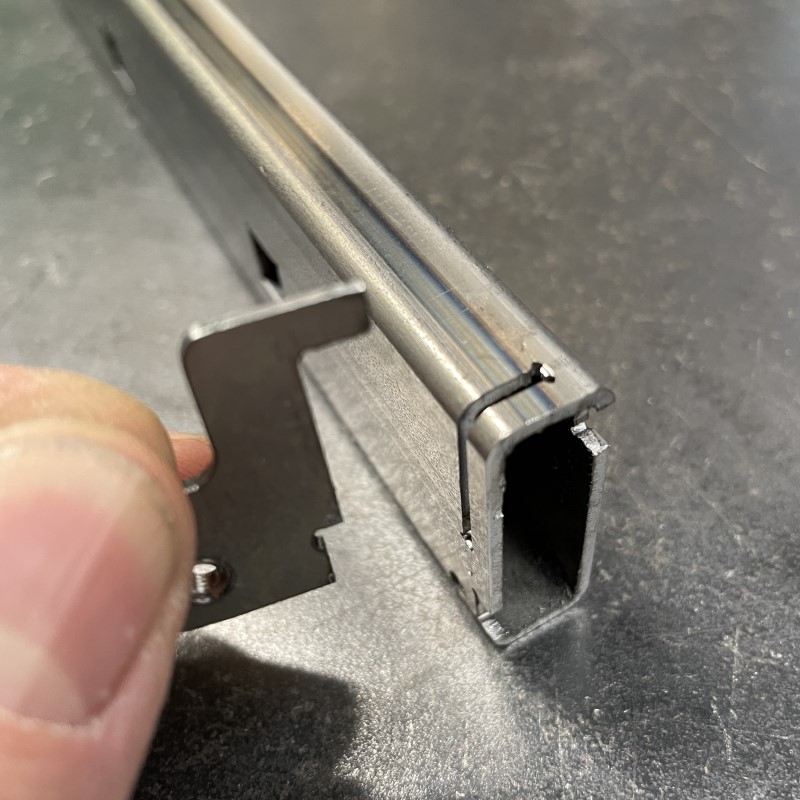
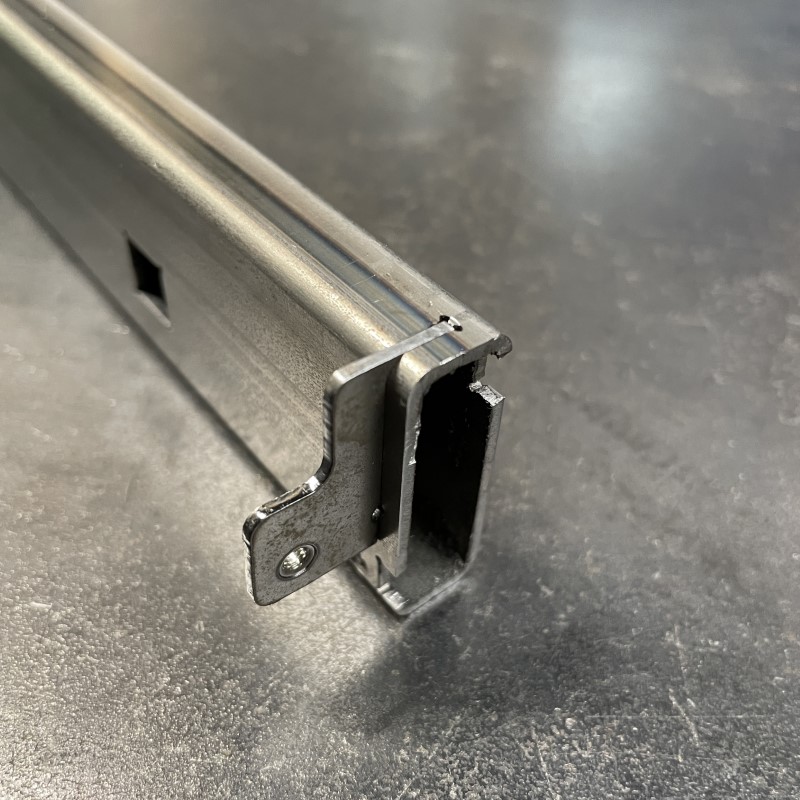
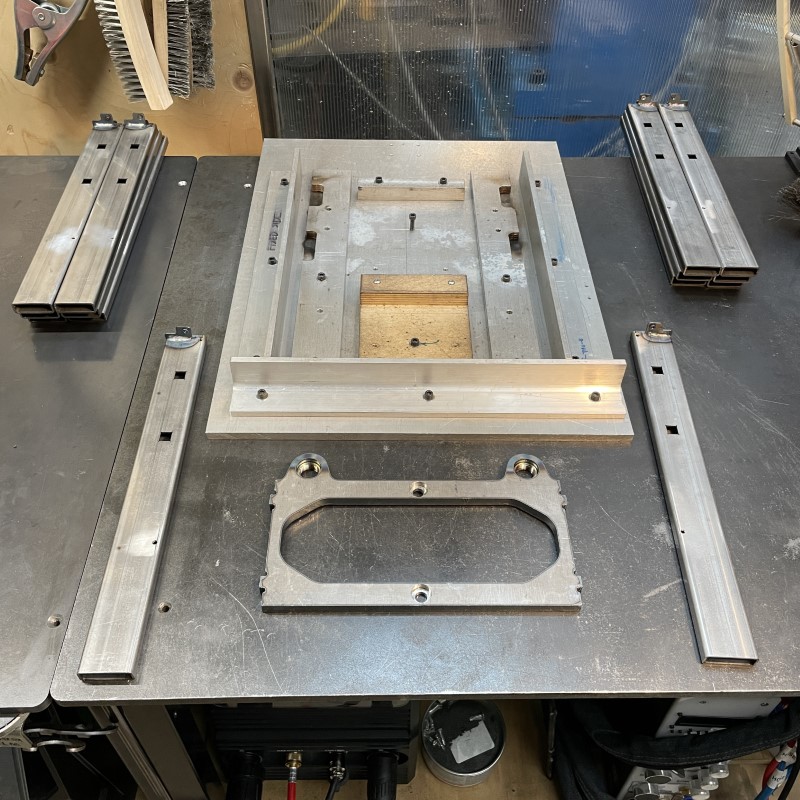
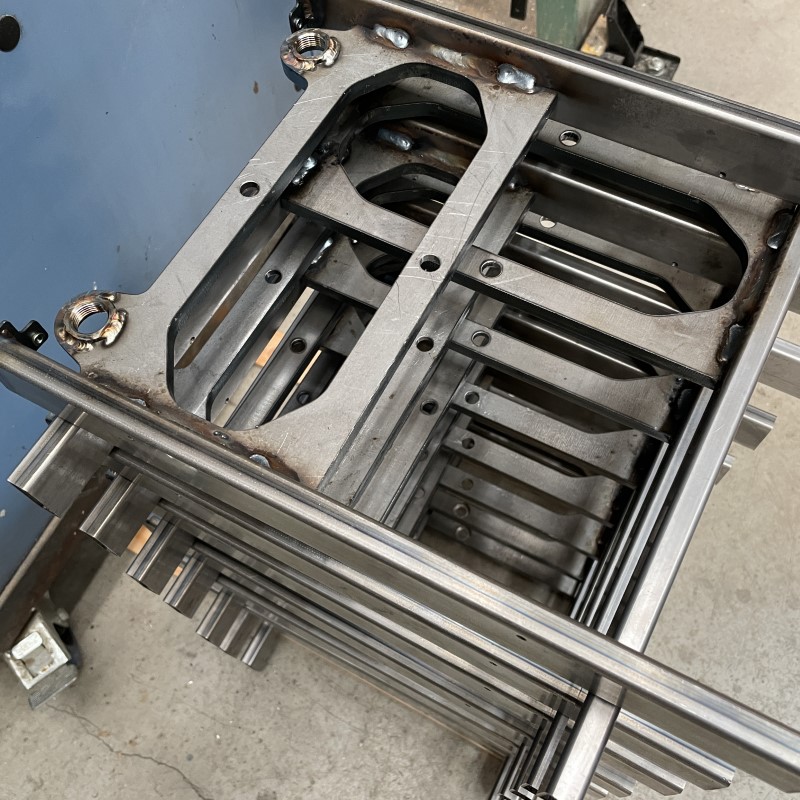
The other changes, with a few exceptions, are incremental improvements that either simplify or improve the stuff under the hood. This is done not just to streamline the manufacturing and assembly process, but to build a more robust machine – in short: the simpler it is, the less there is to go wrong. Changes like this include a redesigned boiler that makes welding (slightly) easier, a new, stiffer, laser-cut 3D jigsaw puzzle frame, a reworked hydraulic system to reduce component count and to make assembly and maintenance easier, some streamlining of the wiring harness and the elimination of a couple of internal plastic parts.
The new 3D jigsaw puzzle frame uprights increase lateral rigidity and locational precision using fewer components. A win, a win and a win.
I mentioned that there were a few exceptions to the incremental-type improvements. The first, which is still in development but will should make it into this edition, is a new interface for the electronics. The interface in the first two editions – a very small screen with three control buttons – was located under the cup warmer to protect it from water. A new (slightly larger) screen and capacitive touch interface are being integrated into the splash-proof main electronics housing under the drip tray.
A new PID algorithm, developed and optimized specifically for the DS by an expert in renewable energy systems with a PhD in electrical engineering, brings an entire order of magnitude improvement in boiler temperature stability. What difference does this make to the expresso? None that I can tell as the thermal stability of the massive bronze group casting smoothed out what little variation there was due to the previous algorithm. But ten times better performance is still ten times better – how can you say no? Oh, and I nearly forgot that we now also have a formed drip tray insert that radically diminishes standing water – no more puddles.
And there are also the coffee tools of course, DS owners get an automatic 15% reduction on all the Lapera tools and we will powder-coat them to match any custom colors.
“We stood with our eyes fixed upon those heights crowned with the memories of four centuries of glory, pleasure, love, conspiracy and bloodshed – the throne, the citadel, the tomb of the great Ottoman Empire – and no one spoke or moved.”
Constantinople, Edmondo di Amicis, 1877
Orders for the Lapera DS3, the Constantinople Edition, are now open. The base price for the machine is 9717.17 USD plus shipping. This is a lot by any measure, but not, we feel, and if you understand the process, by any means excessive. You can reserve here. That’s the short of it. For the long of it – read on.
I was fortunate enough to spend several glorious months in Istanbul as a student, studying the architecture and culture and drinking Turkish coffee – my very own diminutive and suitably accompanied Grand Tour1 of the sites of antiquity. One afternoon, as I wandered the back alleys of Eminönü, I stumbled across the unmistakable and, to me, irresistible chewy-toffee smell of roasting coffee. Drawn through an archway into a small courtyard, I discovered the source: a gigantic gas-fired 19th century Italian roasting machine. Aslan, the affable, slightly portly and sixty-something master roaster, beckoned me into the ramshackle space piled to the ancient beams with sack upon sack of green coffee. He opened the hatch on the side of the beast to reveal rows of foot-long thunderous jets of blue flame, fangs in the maw of a dragon. He showed me the process, judging by ear and by eye and by taste, piling little mounds of beans collected with the sampling spoon in a row on a small wooden table next to where he sat. His vast experience gained no doubt as an apprentice to his predecessor, and his predecessor’s predecessor, and his before him. Coffee has been roasted on this spot for over a hundred and fifty years. As the rake turned over the cooling beans he ground a handful of them into a little cone he made from a page of his newspaper, twisted the top closed and sent me back down the alley to have the fine powder twice-boiled in a cezve by the vendor on the corner and served to me, sekerli (with sugar), in a tiny demitasse. Aslan was both affable and devout, he timed his roasts to end just before the muezzin’s call, shutting down the machine and walking through the bustling crowds, past the nut sellers and the spice shops to disappear through an innocuous brick archway between a butcher’s shop and a haberdashery, away from mammon and into the calm coolness of the sahn, the forecourt of a 16th century mosque, where I left him to his prayers.
To a young student from the West, the teeming life and pageant of Istanbul was completely compelling and exotic – alive with the romance and allure of the orient. The city a palimpsest of the architecture, cultures and belief systems of its successive Eastern and Western masters; traces of the past shimmering just below the surface like coins in a fountain. Looking back, my exposure to the architecture, history and culture of Turkey was a critical part of my education in design. Experiencing its venerable coffee tradition was equally transformative: coffee suddenly became a rich and complex thing, volatile and of varying quality, something to seek, something to pursue. It was only much later that I realized just how venerable that tradition is, that in addition to algebra, trigonometry, and the underpinnings of scientific objectivity, the Golden Age of Islam also gave us coffee. As Paul Christopher Johnson writes in his remarkable essay on coffee:
“…from [coffee’s] emergence in Ethiopia to its systematic plantation in Yemen to its global transport via the expansion of Islam and then the Ottoman Empire, to the arrival in Europe via Turkey in the hands of Venetian traders, to the first coffeehouses of Europe by the mid-1600s.”
In the piece Johnson explores the idea of the godshot, I say idea because he defines it not as a specific recipe or format of coffee, but rather as an ideal: the perfect but ultimately unobtainable shot of espresso, tantalizingly close, perhaps just one bean or tweak or piece of equipment away, but always, finally, just beyond our reach because perfection is the purview of the gods and we who seek it mortal. It is the everlasting quest for the godshot, the naïve belief that the next coffee I make will be the perfect one, that distinguishes the obsessive from the merely enthusiastic coffee drinker.
“Anselm, [Archbishop of Canterbury from 1093 to 1109], defined God as a being than which nothing greater can be conceived. This is never the case for the ultimate demitasse of espresso, known as the godshot. Occasionally a godshot is reported, a triumph of technique, technology, and nature. But mostly godshot suggests deferral, a perfection yet to come.”
In the end it is the process of this constant search for perfection – the playful tinkering and adjustment followed by the test, the comparison to that ideal perfect cup we hold in our mind – that becomes the end rather than the means. The goal becomes not the perfect cup, but one that is better than the one before, inching ever closer to the asymptote of perfection. The cyclical negotiation between practice and performance is something we recognize in sports and music, but it also exists in disciplines that define themselves as practices like architecture, law and medicine. I would argue that it also extends to making things. Those who are the best at it are the ones who continually strive to deepen their understanding of their process, always reaching for the thing that is just beyond their grasp.
But back to where we left Aslan, washing at the fountain of the mosque before going to pray. In contrast to Western religious art, the Islamic design tradition is aniconic or non-figural, employing instead geometric or vegetal patterning and calligraphic ornamentation as its predominant means of artistic expression. Geometry and geometric patterns are considered sacred – a mirror of the infinite nature of Allah – each individual element part of a boundless whole. The design of mosques themselves might be vulgarized as the translation of these two-dimensional divine geometries into three-dimensional earthly form. And the architects of mosques would, I was told2, introduce a deliberate flaw into the “perfect” geometry of their plan, so as to appear humble before God. I don’t know if this is actually true, but I fervently hope so. In Greek tragedy, hubris is the crime of “excessive pride toward or defiance of the gods…”3 and it would seem that the avoidance of this crime was uppermost in the minds of the architects of Istanbul’s Ottoman masterpieces. At least it was important enough to them to risk offending their great and all-powerful patron:
A heavy iron chain hangs in the upper part of the court entrance on the western side of the Mosque. Only the sultan was allowed to enter the court of the Blue Mosque on horseback. The chain was put there, so that the sultan had to lower his head every time he entered the court in order not to get hit. It was done as a symbolic gesture, to ensure the humility of the ruler in the face of the divine.4
The path of the perfectionist is fraught with danger.
Which brings me to the end of this meandering digression through the streets of Istanbul and its imperious architecture and to a significantly smaller, far more prosaic totem of delayed perfection: the launch of the third “Constantinople” Edition5 of Lapera’s signature lever machine, the DS3. This release of 25 serial numbers, with a subtly re-engineered group and a myriad of other incremental improvements, is already in production and should ship, as always with the caveat of all being well, this winter. A number are already spoken for. The base price for the edition is $9717.17 USD plus actual shipping – roughly $650 to the US. You can reserve your serial number here. Once we receive confirmation from you we will be in touch to sort out the details, customization and to welcome you to Lapera.
Thanks for reading.
1 – the 19th century sort, not the Stigless one you have to go on after you punch your producer.
2 – Or at least so I was told by a luminary Virgil from the beneficent Purgatory that was my post-secondary education.
5 – The first, Founders’ Edition machines, are the Rumsfelds, the second never received a name because the “Small Village Edition” seemed not quite right somehow.
[Editor’s note: this article is mirrored from the Social Science Research Council online magazine frequencies, published 2011 09 29]
Untitled 1 Patrick Grugan
We have been up all night, my friends and I, beneath mosque lamps whose brass cupolas are bright as our souls, because like them they were illuminated by the internal glow of electric hearts.
F.T. Marinetti, “The Futurist Manifesto.” Le Figaro, February 20, 1909.
Anselm defined God as a being than which nothing greater can be conceived. This is never the case for the ultimate demitasse of espresso, known as the godshot. Occasionally a godshot is reported, a triumph of technique, technology, and nature. But mostly godshot suggests deferral, a perfection yet to come. Prospects of better gear, superior beans, purer metals, and more advanced knowledge fire the imagination of finer versions, an espresso to produce still more intense experiences of taste and stimulation, a truer sense of terroir and origins. It is just over there, and we can taste it. Espresso mediates, and is used to transform, the relation between subjective experience and the external world. The most valuable coffee bean ground for espresso, Kopi Luwak, is collected after being ingested and excreted by Indonesian civets. Now that’s a spiritual food, beans chock-full of inner life, and the potential of its expression.
Though the nomenclature of the godshot may be said to be mere semantics, semantics are rarely merely mere. The recent expansion of third-wave coffee conoisseurship and technologies, producing myriad new and reformed public shops and cafés (McCafé in the Golden Arched Holy of Holies), and ever more accoutrements for the home, is dramatic. In this short flight, I explore spirituality through espresso, as a history of exchanges between people and machines that brokered, adjusted and defined the relation between outer and inner, between external “things” and inner experience.
Coffee beans are, of course, the produce of a plant, not precisely a thing. They are even actors of a sort—enliveners, vivifiers, catalytic converters. Their origin legend tells of an Ethiopian goatherder boy named Kaldi who, in the tenth century (or eighth, or fourth, or seventh) first observed the excited behavior of his goats as they gnawed wild berries, and decided to try the same. The stimulating force of coffee was always a major part of its appeal, albeit in diverse ways, from its emergence in Ethiopia to its systematic plantation in Yemen to its global transport via the expansion of Islam and then the Ottoman Empire, to the arrival in Europe via Turkey in the hands of Venetian traders, to the first coffeehouses of Europe by the mid-1600s. Those seventeenth-century “penny universities” arrived just in time to help produce the public sphere, and to construct diagnoses of the secular that poured from the chatter over cups. Etymology presents a similarly global arc—English coffee from Turkish kahve, from Arabic gahwa, abbreviated from gahwat al-bun, “wine of the bean.”
The nominative tether to that more famously spiritual food, wine, is suggestive. Wine has a long pedigree as a thoroughly religious sort of drink, from Dionysian to Christian rites, and in metaphysics from the Symposium to the theory of transubstantiation. Roland Barthes called wine the totem-drink of France. Wine not only represented France the nation, it also converted its subjects into citizens. As a converting substance, wine miraculously extracts opposites from its object: youthfulness from the aged (as Socrates says), and boldness from the shy. Wine is of the earth, producing not only the bacchanal but also dreams and reverie, a theme addressed in depth by Bachelard. For some, wine’s spirituality has to do with its indigeneity, the inseparability of its identity from particular lands, as terroir. Other writers, like Michel Leiris, found in it the dread of the alloy, the blend, the complete interpenetration of one thing by another. Wine and water, like coffee and milk, can completely fuse, connoting the horror of the total breaching of boundaries and loss of identity, an unavoidable risk of conversion.
Other familiar ingestibles that modulate interior human experience in relation to the material world have been addressed in spiritual terms too. Fernando Ortiz’ masterpiece, Cuban Counterpoint, juxtaposed sugar and tobacco:
Food and poison, waking and drowsing, energy and dream, delight of the flesh and delight of the spirit, sensuality and thought, the satisfaction of an appetite and the contemplation of a moment’s illusion, calories of nourishment and puffs of fantasy, undifferentiated and commonplace anonymity from the cradle and aristocratic individuality recognized wherever it goes, medicine and magic, reality and deception, virtue and vice. Sugar is she; tobacco is he. Sugar cane was the gift of the gods, tobacco of the devils; she is the daughter of Apollo, he is the offspring of Persephone.
Ortiz insisted on the spiritual dimension of these ingestible things by pointing to their resemblance to religion proper: “The smoke that rises heavenward has a spiritual evocation … like a fumigatory purification. The fine, dirty ash to which it turns is a funereal suggestion of belated repentance.”
Those religious resemblances are less intriguing to me than Ortiz’s approach to spirituality through material, edible things, his poetic exploration of the techne (in Heidegger’s sense of technique plus poiesis: methods of causing to emerge) that people apply to building correspondences between inner and outer worlds, however construed. “Spirituality” refers to the practices and things used to find and make more or less direct ties between subjective experience and the shared empirical world. For Kant or Durkheim, spirituality is strictly impossible—and quixotic—since the world is irremediably mediated, refracted and translated via symbols. Spiritual practices, contrariwise, enact the possibility of a real and direct fusion of the self and the world. It was in this sense that Henri Bergson, Durkheim’s schoolmate and peer, was called a spiritualist, sometimes derisively, since he posited the direct experience of the world through what he called Intuition.
Spirituality from this perspective is but tangentially related to “religion.” It can take more or less religious forms, in the sense of mapping correspondences between subjective experience and the external influence of gods, but it need not be religious in that restricted sense at all. In spirituality’s most intense expressions of direct internal-external, subjective-objective mappings, it can verge into something like shamanic magic, the use of private visions to exert even causal power on the outside world; raising the sun, say, or healing another’s body. In its softer, more secular and more consumerist forms, spiritual practices seem to produce a more or less barometric idea of interiority, in which inner states are felt and presented as meaningfully indexed to the outside world—the melancholy that mirrors, and even takes part in, the rainy day. Bergson the “spiritualist” used the example of the feeling of impatience he felt as he waited for sugar to dissolve in water he wanted to sweeten. The fact that he must wait is, he wrote, “big with meaning.” As the sugar’s time to dissolve and his impatience are merged, the sugar-water is conjoined with a piece of his own life’s duration, producing a fullness of time that we only artificially parse out into segments. This fullness is the Whole. Later he called it the Duration.
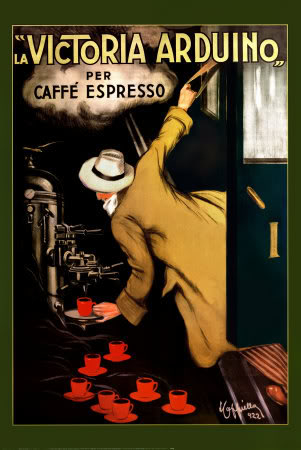
It is surely not incidental that Bergson was terrifically concerned to remind readers of the Whole and the Duration at just the fin de siècle moment when machines that transformed and transmitted nature at ever-accelerating speeds were also increasingly mediating peoples’ relations to each other, to the world, and to the experience of self. Espresso machines were one of many innovations that came from harnessing the power of steam—steamships, steam locomotives, steam coffee. The earliest contraptions forcing water through tightly packed coffee grounds using the force of steam were built in France in the early 1800s, employing a rough technique that remains in use today in almost all Italian homes in the stovetop moka pot. The espresso machine referred not only to the new technique of making coffee at pressured speed—the same word was applied to fast-traveling trains, for example—but also to individually prepared servings made expressly for one customer. The early machine-builder and entrepreneur, Victoria Arduino, joined the images of the speeding train and the steaming new coffee served for the on-the-go solo customer, in a striking 1922 advertisement drawn by Leonetto Cappiello:
The first brass pressure machine was Italian, made by Luigi Bezzera and Desidorio Pavoni between 1901 and 1903, and it was mostly Italian machines that filled the art nouveau cafés of Europe’s belle époque. Bezzera probably built the basic machine, but it was Pavoni who first marketed the name, “espressso,” and also Pavoni who first attached the wand that released surplus steam and later allowed for the theatrical fashioning, and then the fashion, of foamed milk drinks like cappuccinos. Early lever-pump machines were also Italian, built by Giovanni Achille Gaggia in 1945, using a spring-piston design to increase the pressure brought to bear on more finely ground coffee. The pressure generated by Gaggia’s machine created the crema that became the signal feature of correctly made espresso. These Gaggia-made espressos with crema and foamed milk were the drink that sated the post-war boom in the cafés of Europe, filled to bursting as rations on coffee were lifted and public life revived. Many of the art nouveau and deco cafés, at least in Paris, look much the same today as they did in Bezzera and Pavoni’s time. The solid, dazzling espresso machines of polished copper, brass and steel are still manufactured as a retro-look today, and they afford a sense of the aesthetic effects they must have made on patrons a century ago: Sleek, angular metal set against lush velvet in elegant cafés, industry tamed and polished, steam-locomotion civilized in the salon, piston progress welded to fashion and desire. After the Second War, espresso became totemic, sharing with wine, tobacco, and sugar the status of what Barthes called “converting substances.” They were bio-technes to cultivate desired relations of interior states with the external world, or even occasionally blurring them, as in the unmediated Whole of the godshot.
Still, what could be “spiritual” about the espresso brewing process itself? At first glance, this looks like the opposite of the spiritual, more like a story of industry, speed, efficiency, of workers’ schedules that required 25-second rather than minutes-long extractions for their quickening, of standing at counters rather than sitting at table, of white European masters pressing still more energy from brown tropics, of power, and Italian nationalism; in short, about control. Maybe even, kind of, about fascism, the brass and steel, eagle-topped machines that yoked the totemic drink to striding national aspirations? F.T. Marinetti, the early bard of Italian fascism, included in his 1932 Futurist Cookbook dishes made with espresso, like “The Excited Pig”: A whole salami, skinned, then cooked in strong espresso coffee and flavored with eau-de-cologne. Surely this sort of techno-industrial orgy was the opposite of the spirituality of wine or tobacco, of conviviality or reverie or dreams or intuition or the Duration.
Yes, yes, yes… and yet. This is “spirituality” too, pipes and ducts traversing interiority and exteriority using metals and steam and technique, not to mention, of course, the giant southern storehouse of beans yanked suddenly much nearer through the power of steam, the steam of ships, rail, and coffee. As the flipside of romantic spirituality, here was a precursor of the cybernetic spiritual, the holy machined human as a fusible sequence of evercharging parts. Marinetti wrote in yet another manifesto, “The Futurist Sensibility” (1919): “Instead of humanizing animals, vegetables, and minerals (an outmoded system) we will be able to animalize, vegetize, mineralize, electrify, or liquefy our style, making it live the life of material.” Animalize, electrify, liquefy: espresso was a steam-arm prosthetic with which Kaldi the Ethiopian goatherder boy of the mythic origins of coffee, after a thousand years of imitation and approximation, finally became the ecstatic goat, dancing in the Duration.
The ecstasy of the electrified and liquefied individual soul is not the only conversion espresso achieves. Parisian cafés, for example, offer an alternative to mediating the self with spiritualities of speed or solipsistic reverie. Here, inner experience is mediated by espresso in hyper-social style, and Durkheim smiles from the cemetery of Montparnasse. Café tables are filled three-rows deep before you can even get inside. The chic and the hoi polloi alike are gathered to gab, look around, and peer over their standard-issue espresso at other people. The bentwood and rattan chairs are always faced out toward the big stage of the street. None are turned inward. Espresso is supremely public and visual, a prop for seeing and being seen.
To the taste of Italian traditionalists and third-wave American and Australian coffee geeks, it is also often careless: Robusta rather than Arabica beans, dosed to fill the order but probably ground awhile ago, and not enough of them, and barely leveled or tamped anyway, and the shot inattentively pulled during a chat with another customer. But not only that! Cigarettes and wine are being consumed alongside espresso, whether at 10:00 am or 10:00 pm. This is quite unlike the rational segmentation of converting substances, time schedules, and kinds of socialization or reverie operative in U.S. public and private houses (caffeine, only until noon; liquor, only after five; cigarettes, I think I saw one in Mad Men once.) The easygoing style of French espresso preparation, and the promiscuous Parisian mingling of espresso, wine and tobacco, ruffles coffee geeks’ view of the solemn focus called for in approaching the elixir. The French barmen are sure to mishandle the proper roast and temperature, the purity of the water, and the microfoam texture of respectable crema. French consumers are likely to overlook the citrus tones or nutty notes, and to misrecognize the overall mouthfeel. Critical connoisseurs arriving from the U.S. or Australia find the beautiful old espresso machines of Paris wasted in flip sociality. For these coffee geeks, tending their spiritual discipline, there is nothing so insouciantly social about espresso. Theirs is more of a Shaker ethos, built on the love of process and craft and tools, and an indivisible sympathy with and through espresso, like Bergson’s intuition of the Whole as he watched sugar dissolve in his water.
Like Bergson, they’ve had a revelation that inspires reform. Walk into Café Coutume in Paris, on Rue de Babylone in the conservative 7th arrondisement, for example. The owners are an international group of third-wave missionaries—Portuguese, Australian, American, and a lonely Frenchman—embarked on the quest to redeem the loose Parisian cafés. They describe them as lost in their old traditions, whereas they take part in the “new coffee culture.” No rattan chairs out front to watch the world go by here. Instead, hanging naked bulbs and lots of luscious metal gear decorate the interior—vacuum siphons, a drip system of beakers, grinders, roasters and, very prominently, a fine red and chrome Italian La Marzocco GB/5 three-group espresso machine. The Strada, the ultimate espresso machine, is “coming soon,” and will be the first in France. (The godshot is near, the Duration is imminent). The gleaming machine is right up front, on display rather than buried behind the bar as in most bistrots and brasseries. Antoine Netien, creator of the café, explained, “The French are more accustomed to things that are more hidden. Our open motif is very American. You can see everything happening.” But it’s also visually focused on the gear needed for the perfect, expressly individual experience, despite the owners’ hope that the new café will be the hub of the promised new culture. Solitary drinkers are common. They are not here to talk, unless it is to ask about the equipment, or to demand intricate espresso drinks of precise individual formulae. Their orders require even an experienced barista’s fixed attention. It’s a good thing they recruited Kevin, from Iowa City, for the job.
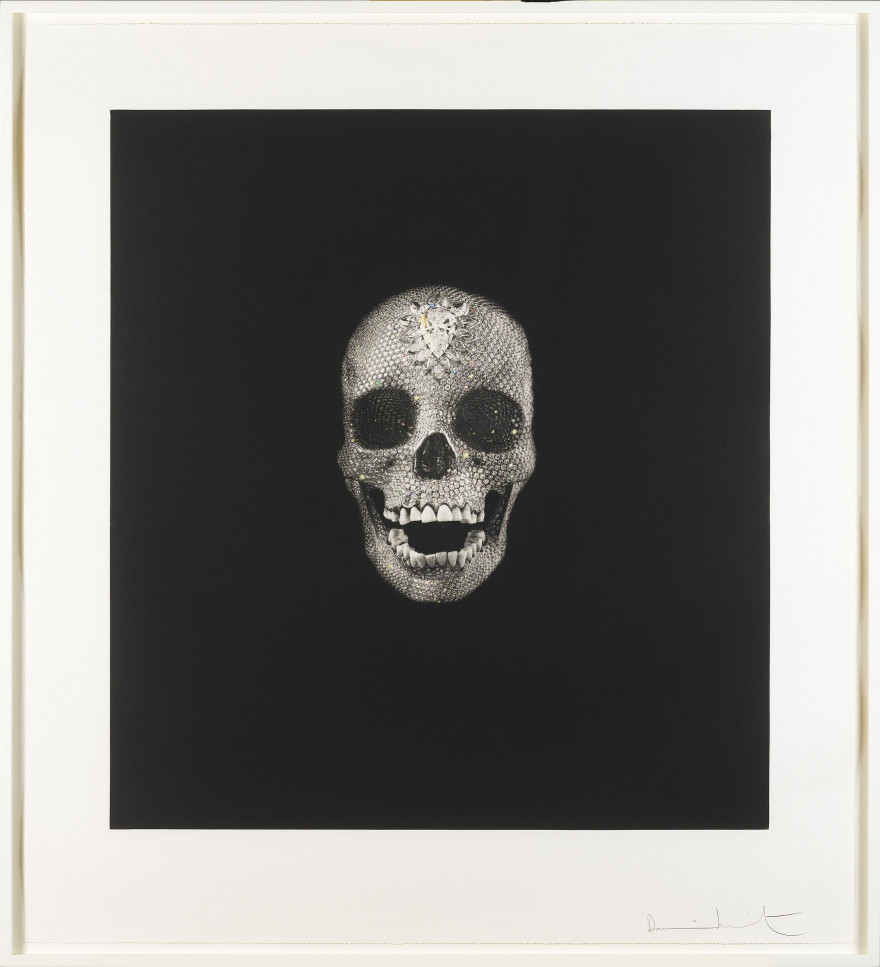
I really didn’t think, at least back when Damien Hirst made Momento Mori, that the excessively expensive bits and pieces that take up precious counter space next to the coffee machine actually make much, if any difference. After all, for ever and ever, the only tamping tool available to the average professional barista was the plastic thingamajig attached, seemingly very much as an afterthought, to the average professional-barista-grade grinder.
Tamping seemed to be more about not spilling the coffee rather than mandatory puck preparation. For years and years, in my house “the tamper” was one of the those domed black plastic mushrooms that lived in a drawer under the counter. Eventually I bought a nice metal one with a wooden handle. Then, a few years ago and very grudgingly, I had to admit that stirring the coffee before tamping does indeed yield better results and so I added a cripplingly expensive bamboo kebab skewer “distribution tool” to the coffee-making routine at home. To be clear, when I come down in the morning, bleary eyed, barely able to say “coffee” let alone make it, I just want coffee, like now-ish: a timed hopper grinder delivers the same beans until they run out, a quick stir with the skewer to even out the pile, tamp, pull the shot. At work, on the other hand, we make coffee: there are at least nine bags of beans open at any one time and the gadgets are all out on parade.
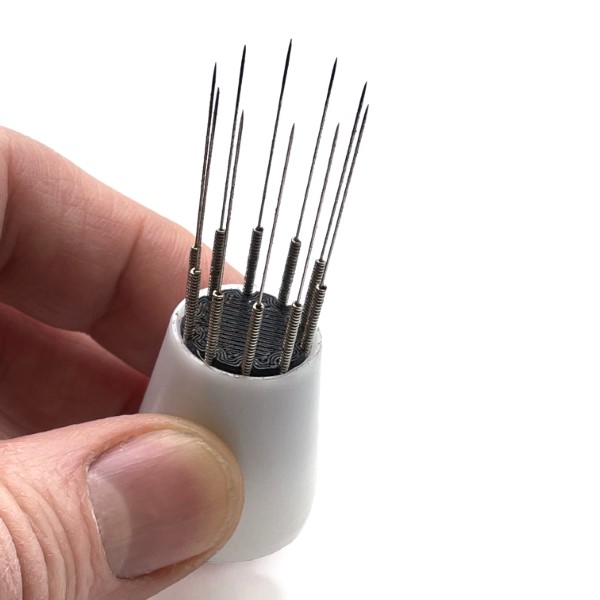
Nowadays of course, you can buy diamond-encrusted knock-boxes in the shape of a skull1, jade-handled cupping spoons and revolutionary, celebrity-endorsed, septadecagonal morph-bladed distribution wedges that promise unparalleled extraction performance and fanbase fulfillment. And who wouldn’t want those? But seriously, the vast array of accessories available does lead one to wonder why the world could possibly need any more coffee tools. I mean, really, in a pinch, any half-decent tamper and a few needles stuck in a wine cork will most definitely meet or exceed todays exceedingly demanding2 puck preparation standards. “But”, I thought, after stabbing myself yet again while trying to pick up our Weiss Distribution Tool, “maybe there is a better way?”
After all, it takes time to figure out what form new technologies (of which the distribution tool is one, if admittedly not a terribly complicated one), should take. I mean, the telephone started out as a wooden box with a fixed mouth-piece and hand-held ear-piece and it took a couple of tries before both the microphone and loudspeaker where integrated into the “receiver” and quite a few more before it became the metal and glass candy-bar that makes its nest in your pocket lint. Now obviously, many of the changes in the evolution of the telephone were driven by advances in technology, and all of the phone designs below (which I won’t name or attribute except for the Ericsson Cobra from the 50s because it is awesome) are fine examples of form being driven by function, but what is clear especially in the very early ones and the very late ones is that the answering the question of “How should a new technology actually function?” or, to put it another way, “What form should the object that embodies a new technology take?” is not always as easy to answer as one might think.
So, given that the coffee world has decided over the last few years that distribution tools are good and not having a distribution tool is bad, and that, weirdly, seven or eight acupuncture needles are the way to go, maybe it is time to think a little about the industrial design and current form of the tool and see if we can make it fitter for purpose? The requirements are fairly simple: seven or eight flexible and fine (0.35mm) needles, approximately 50mm long, held such that their tips are in a circle of about third of the diameter of a standard 58mm portafilter basket). Pretty straight forward. After that? Well, for starters, if you are going to have to regularly pick up the functional equivalent of a cactus, maybe the needles are better pointing down instead of up?
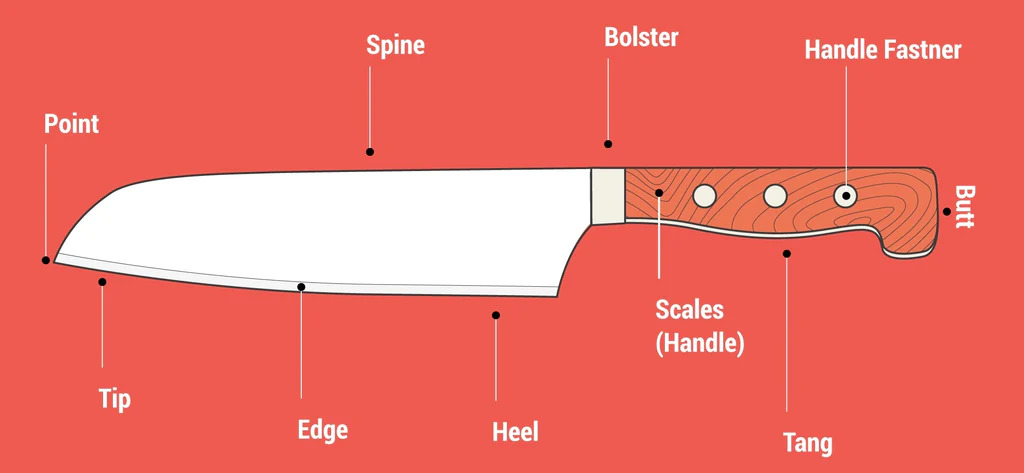
And then there is the question of balance. Other than their fundamental unfriendliness (and the fact that I’m not terribly keen on having an old wine cork full of needles rolling around on the counter), my biggest beef with the current crop of distribution tools comes down to a question of balance. In knife making, the bolster is the part of the knife between the handle and the blade, it is the visual demarcation and balance point of the knife, elegantly negotiating the transition from one material and function pair (usually steel and the dangerous bit respectively) to another (often wood or plastic and the handy, considerably less dangerous bit).
Stick ’em with the pointy end.3
The weight distribution between the blade and the handle determine the balance of the knife. If you have used a poorly balanced knife, you will know that they are, well, poorly balanced – either the blade is too light for the work the knife is intended for, or the handle isn’t weighty or large enough to offset the force on the blade. How do you know a knife is poorly balanced? Well, like all tools, they tend to be self selecting: after a while and given a better option, your hand just gravitates to the best one for the job. (As an aside, Anthony Bourdain’s advice to home chefs on knives was to get a small number of good ones as opposed to a giant “knife set” of indifferent quality. He fantasized about going through people’s kitchen drawers and throwing away all the crappy knives). Here are two of my favorite knives at opposite ends of the balance spectrum: an inexpensive Chinese all-stainless lightweight cleaver that doubles as a chef’s knife and a far more expensive German-made aluminum-handled oyster knife, that doubles as, well, nothing, but boy is it good for oysters. Both of them are exceptionally well balanced for their high-force tasks and are all-round excellent pieces of design.
In the case of the wine-cork style design of distribution tool, and all of the custom-made solutions that derive from the idea, essentially ALL of the weight is in the handle and very little of is located past the typical tips-of-your-fingers gripping position with which you need to hold the tool for such a delicate task. Also, knife grips are ergonomically shaped to fit your hand – or at least the good ones are. Wine corks are ergonomically shaped to fit, well, wine bottles.
So, first, some form studies with the rapid-prototyping machine to find a comfortable shape to hold with a precision, delicate task grip.
And then lots of fooling around with stainless steel bolsters and various ferrules to adjust the overall mass and balance point of the tool to belowthe gripping point so that the needles feel like they are actually there and have just the right heftfor stirring ground coffee…
…until we get to this: the properly weighted, properly balanced, properly precision Lapera Disaggregation and Distribution Tool:
The bolster and tang (the part that extends into the handle) are machined from a single piece of stainless steel which is set into the wooden handle blank prior to shaping it. The final pass on the lathe actually removes a small amount of the bolster so that the wood is perfectly concentric with the metal. The thermoplastic pin cartridge inside the ferrule is removable to allow needle replacement.
But this is only one half of the design. The other half is, of course, the stand – to keep the cactus pointing in the right direction. The materials and aesthetics for the stand borrow heavily from the same classic coffee machine design language as the Lapera DS. Abstracted and distilled down to its fewest parts and sparsest form, the delicate asymmetrical “Solo” stand is folded from a single piece of laser-cut cold-rolled steel and finished with a durable polymer resin powder coat which has enough elasticity to cushion the natural wood handle of the distribution tool. The assembly is completed with a silicone anti-slip base underneath that adds stability and protects precious countertops.
The receiver is keyhole shaped to retain the tool in position until you pick it up. Taking the tool out and returning it to the stand are intuitive gestures, but the tool won’t fall out on its own.
But of course, the whole point of the coffee world’s adoption of the distribution tool is that it is supposed to be integrated into the actual workflow of making espresso. So… we also made the “Falcon”.
And a tamper to go with it too, whose name is Chewie.
The Picky Tools are being released as a limited first edition. There are 25 each of Solo, Falcon with Chewie the tamper and Chewie on his own available. Get ’em before they’re gone :)
Notes
1 – Ok, you can’t really, not from Damien Hirst anyway, but don’t you wish you could?
2 – Difficult or particular? You pick.
3 – Caption – Jon’s advice to Arya, Game of Thrones (before the shark). Image – knifeaid.com
About six months ago I had the great fortune to be invited to the Bakke Coffee Museum in Seattle. A few weeks ago I finally went. Kent Bakke, who retired in 2018 after three decades as CEO of La Marzocco has a truly extraordinary collection of coffee machines, if collection is indeed the right word. It is undoubtedly the largest and most complete in North America and is now housed in a dedicated, and newly renovated building in Seattle’s Ballard neighborhood just round the corner from the La Marzocco USA headquarters. Ballard itself is the kind of place that I love: a scrappy and exciting mix of working port and office and commercial spaces, bordering a residential neighborhood all accessible on foot. The kind of place where sheet metal shops and chandleries lie cheek by jowl with well-heeled/trendy eateries – vibrant despite or perhaps because of the tensions of post-industrial gentrification.
Renovations on the 6000 square foot building, which was a marine engine supply in its previous life, are not quite complete but the exhibition is open to the public by appointment. My impression is that the remaining work is both physical, and, to a certain extent conceptual, as Kent and his team organically develop the final form of the building as well as the curatorial approach to the collection as it is cataloged and organized. The public space on the main floor is divided into an exhibition room for machines from the collection and another, multi-purpose or, in my mind at least as-yet-not-quite-defined space. More about this second space in a bit.
The machines on display in the exhibition space, all beautifully restored, represent just a tiny fraction of the entire collection.
One of my all-time favorite machines: the Pavoni Concorso or Diamante. An incredibly high level of difficulty in the sheet metal work accomplished before CAD and CNC. Hats off.
Toast and coffee arm in arm. A coffee machine / toaster oven with the aesthetics and controls of a sewing machine from the 80’s. How could you possibly say no?
Below the visitor space, the 3000 square foot basement, which is not open to the public, is jam-packed with row after row of machines stacked two high. The depth and breadth of this “archive” is simply monumental. No collection of anything worth collecting can really be called complete, but one is left with the impression that Kent has come close to achieving that rather unlikely goal of having at least one of everything. The archive contains examples of almost all the machines I’ve ever seen or heard of, going all the way back beyond the misty origins of espresso, plus a whole slew of names I’ve never heard before. It is really quite astonishing.
Among the Pavonis and Gaggias: a Merkur, a name I’ve never heard before. A gorgeous Art Deco style machine apparently from Czechoslovakia in ox blood and racing green enamel. The colors alone make this glorious.
An unusual, very elegant and, I think, rather clever U-shaped portafilter with rectilinear spouts.
If the Bauhaus had had an espresso machine, this would have been it.
From the sublime to the ridiculous: a coffee-cup-and-saucer-shaped all-plastic Brasilia. Someone has a sense of humor: somewhere between water cooler / plastic lawn furniture and Porta-Potty. Joyfully exuberant or woefully misguided – you be the judge. I’m guessing sales figures were not astonishing, or at least not astonishing in a good way.
So, back to the other half of the visitor space and the reason I went to Seattle. Currently, this other space houses an array of many hundreds of small domestics and stovetops. In addition to a few more large commercial machines and grinders there is also a small repair and restoration workshop. Lastly and, to my mind least, most intriguingly, there are a quite a few working coffee machines, now including, I am very happy to say, a Lapera.
Over the course of my career as an artist I have spent rather a lot of time in museums. I have always experienced a certain amount of dissatisfaction with those dedicated to industrial design. The utilitarian objects on pedestals or behind glass, the biplanes suspended on cables from the ceiling, the cars and motorcycles, polished to an improbable shine, on shelves or in perfectly spaced rows all leave me feeling a certain nostalgic melancholy, like wandering through Montmartre or Père-Lachaise cemeteries in Paris – mile upon mile of incredibly beautiful but ineffably sad monuments to the dead. Obviously there is more than mild hyperbole in this metaphor, I am not stricken with grief and loss when I see a vacuum cleaner behind glass, but you know what I mean. Placing an object on a pedestal removes it from its functional context and suggests that its status is no longer utilitarian. It is good in that the “dislocation” shifts our focus away from the function of the object to its form, allowing us to appreciate it only on its artistic and design merits, its aesthetics and craftsmanship. However, the loss of context robs the object of its utility, of its vitality, of its raison d’être (literally reason for being). Airplanes in museums no longer fly. A coffee machine taken from a café and put on a pedestal no longer makes coffee.
Art objects, i.e. paintings and sculptures, are intended to be appreciated: looked at, contemplated from a respectable distance and not touched. Appliances, into which category coffee machines, no matter their sculptural allure, must ultimately be classified, are intended to perform a specific task, they are meant to be used and handled. There is no denying the artistry and creativity evident in the evolution of the design of coffee machines. The Kees van der Westen next to the Concorso in the main exhibition space takes the idea of coffee machine as sculpture (albeit, as Kees puts it, “sculpture that dispenses coffee”) to an extreme. Industrial design, by definition, straddles this curious divide between objet d’art and functional machine. Coffee machines are both art and utilitarian objects, both form and function.
So the fact that the visitor space is divided into two is why I am genuinely excited by what the Bakke museum might become: two spaces, one contemplative, the other experiential, to present the dual nature of these products of industrial design as both art object and functioning, warm-blooded machine. A cold side and a hot side as it were. The simple, but fundamental act of the division of space offers an enticing glimpse of what a “coffee museum” might be: a place to engage with the experience of coffee, the evolution of its technologies and with coffee culture itself. Where a North American audience might gain a deeper understanding of how coffee is and was made elsewhere and at other times. The museum is a real gift to Seattle’s rich coffee culture as well to a far wider North American audience. I am genuinely excited by the enticing prospect of seeing working examples of original classic pre-nine-bar, lever and pump machines and the pedagogical opportunities that would offer for comparisons of historical coffee methods and technologies with contemporary ones. It is a huge challenge, possibly the ultimate challenge for a barista, to recreate not just the techniques for using machines that are a century old, but also to have an idea of what the coffee they produced was supposed to taste like. Forza team Bakke!
Kent Bakke himself pulling a shot on the Lapera DS that he purchased for the warm side of the museum.
This just leaves me to say a huge thank you to everyone whose generosity and hospitality made my visit to Seattle such a pleasure. And thanks for reading.
2023 6 13 – corrected the stated square footage of the building from 6000 per floor to 6000 total.